
Full resolution (JPEG) - On this page / på denna sida - H. 12. 22 mars 1947 - Flytande atlantflygfält på Stora Värtan, av Gunnar Wallgren
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
276
TEKNISK TIDSKRIFT
bli väsentligt större än vad ovan beräknats
fölen platta med oändlig utsträckning. Vid
dimensionering av kantbalkarna kommer man till, att
de måste göras mera motståndskraftiga än
bal-karna inne på fältet. En beräkning av de
förhållanden, som här inträda, blir emellertid
synnerligen komplicerad, varför denna fråga
tillsvidare lämnas därhän. Uppskattningsvis synes
emellertid denna förstärkning av kanterna, som
visas på fig. 6, vara väl tillfyllest.
Plattsektionerna äro avsedda att motliggande
förenas, så att avskärningskrafter kunna
överföras från en sektion till den närliggande.
Tillverkningen av sektionerna synes kunna ske
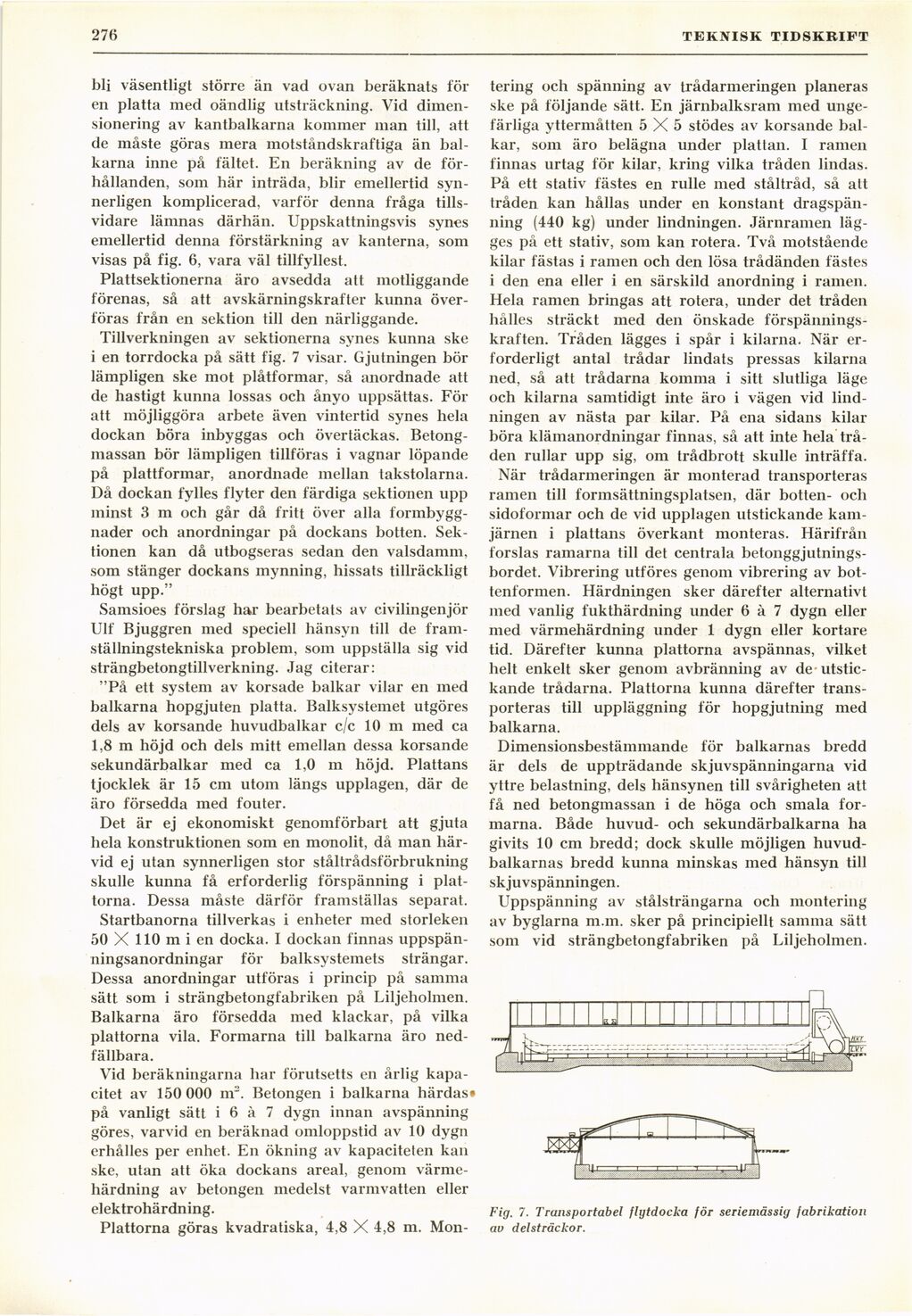
i en torrdocka på sätt fig. 7 visar. Gjutningen bör
lämpligen ske mot plåtformar, så anordnade att
de hastigt kunna lossas och ånyo uppsättas. För
att möjliggöra arbete även vintertid synes hela
dockan böra inbyggas och övertäckas.
Betongmassan bör lämpligen tillföras i vagnar löpande
på plattformar, anordnade mellan takstolarna.
Då dockan fylles flyter den färdiga sektionen upp
minst 3 m och går då fritt över alla
formbyggnader och anordningar på dockans botten.
Sektionen kan då utbogseras sedan den valsdamm,
som stänger dockans mynning, hissats tillräckligt
högt upp."
Samsioes förslag har bearbetats av civilingenjör
Ulf Bjuggren med speciell hänsyn till de
framställningstekniska problem, som uppställa sig vid
strängbetongtillverkning. Jag citerar:
"På ett system av korsade balkar vilar en med
balkarna hopgjuten platta. Balksystemet utgöres
dels av korsande huvudbalkar c/c 10 m med ca
1,8 m höjd och dels mitt emellan dessa korsande
sekundärbalkar med ca 1,0 m höjd. Plattans
tjocklek är 15 cm utom längs upplagen, där de
äro försedda med fouter.
Det är ej ekonomiskt genomförbart att gjuta
hela konstruktionen som en monolit, då man
härvid ej utan synnerligen stor ståltrådsförbrukning
skulle kunna få erforderlig förspänning i
plattorna. Dessa måste därför framställas separat.
Startbanorna tillverkas i enheter med storleken
50 X 110 m i en docka. I dockan finnas
uppspän-ningsanordningar för balksystemets strängar.
Dessa anordningar utföras i princip på samma
sätt som i strängbetongfabriken på Liljeholmen.
Balkarna äro försedda med klackar, på vilka
plattorna vila. Formarna till balkarna äro
nedfällbara.
Vid beräkningarna har förutsetts en årlig
kapacitet av 150 000 nr. Betongen i balkarna härdas»
på vanligt sätt i 6 ä 7 dygn innan avspänning
göres, varvid en beräknad omloppstid av 10 dygn
erhålles per enhet. En ökning av kapaciteten kan
ske, utan att öka dockans areal, genom
värme-härdning av betongen medelst varmvatten eller
elektrohärdning.
Plattorna göras kvadratiska, 4,8 X 4,8 m. Mon-
tering och spänning av trådarmeringen planeras
ske på följande sätt. En järnbalksram med
ungefärliga yttermåtten 5X5 stödes av korsande
balkar, som äro belägna under plattan. I ramen
finnas urtag för kilar, kring vilka tråden lindas.
På ett stativ fästes en rulle med ståltråd, så alt
tråden kan hållas under en konstant
dragspänning (440 kg) under lindningen. Järnramen
lägges på ett stativ, som kan rotera. Två motstående
kilar fästas i ramen och den lösa trådänden fästes
i den ena eller i en särskild anordning i ramen.
Hela ramen bringas att rotera, under det tråden
hålles sträckt med den önskade
förspännings-kraften. Tråden lägges i spår i kilarna. När
erforderligt antal trådar lindats pressas kilarna
ned, så att trådarna komma i sitt slutliga läge
och kilarna samtidigt inte äro i vägen vid
lindningen av nästa par kilar. På ena sidans kilar
böra klämanordningar finnas, så att inte hela
tråden rullar upp sig, om trådbrott skulle inträffa.
När trådarmeringen är monterad transporteras
ramen till formsättningsplatsen, där botten- och
sidoformar och de vid upplagen utstickande
kam-järnen i plattans överkant monteras. Härifrån
forslas ramarna till det centrala
betonggjutnings-bordet. Vibrering utföres genom vibrering av
bot-tenformen. Härdningen sker därefter alternativt
med vanlig fukthärdning under 6 à 7 dygn eller
med värmehärdning under 1 dygn eller kortare
tid. Därefter kunna plattorna avspännas, vilket
helt enkelt sker genom avbränning av
de-utstickande trådarna. Plattorna kunna därefter
transporteras till uppläggning för hopgjutning med
balkarna.
Dimensionsbestäinmande för balkarnas bredd
är dels de uppträdande skjuvspänningarna vid
yttre belastning, dels hänsynen till svårigheten att
få ned betongmassan i de höga och smala
formarna. Både huvud- och sekundärbalkarna ha
givits 10 cm bredd; dock skulle möjligen
huvud-balkarnas bredd kunna minskas med hänsyn till
skjuvspänningen.
Uppspänning av stålsträngarna och montering
av byglarna m.m. sker på principiellt samma sätt
som vid strängbetongfabriken på Liljeholmen.
Fig. 7. Transportabel flytdocka för seriemässig fabrikation
au delsträckor.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}