
Full resolution (JPEG) - On this page / på denna sida - H. 20. 17 maj 1947 - Reparation av slitna detaljer, av G L
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
3(442
TEKNISK TIDSKRIFT
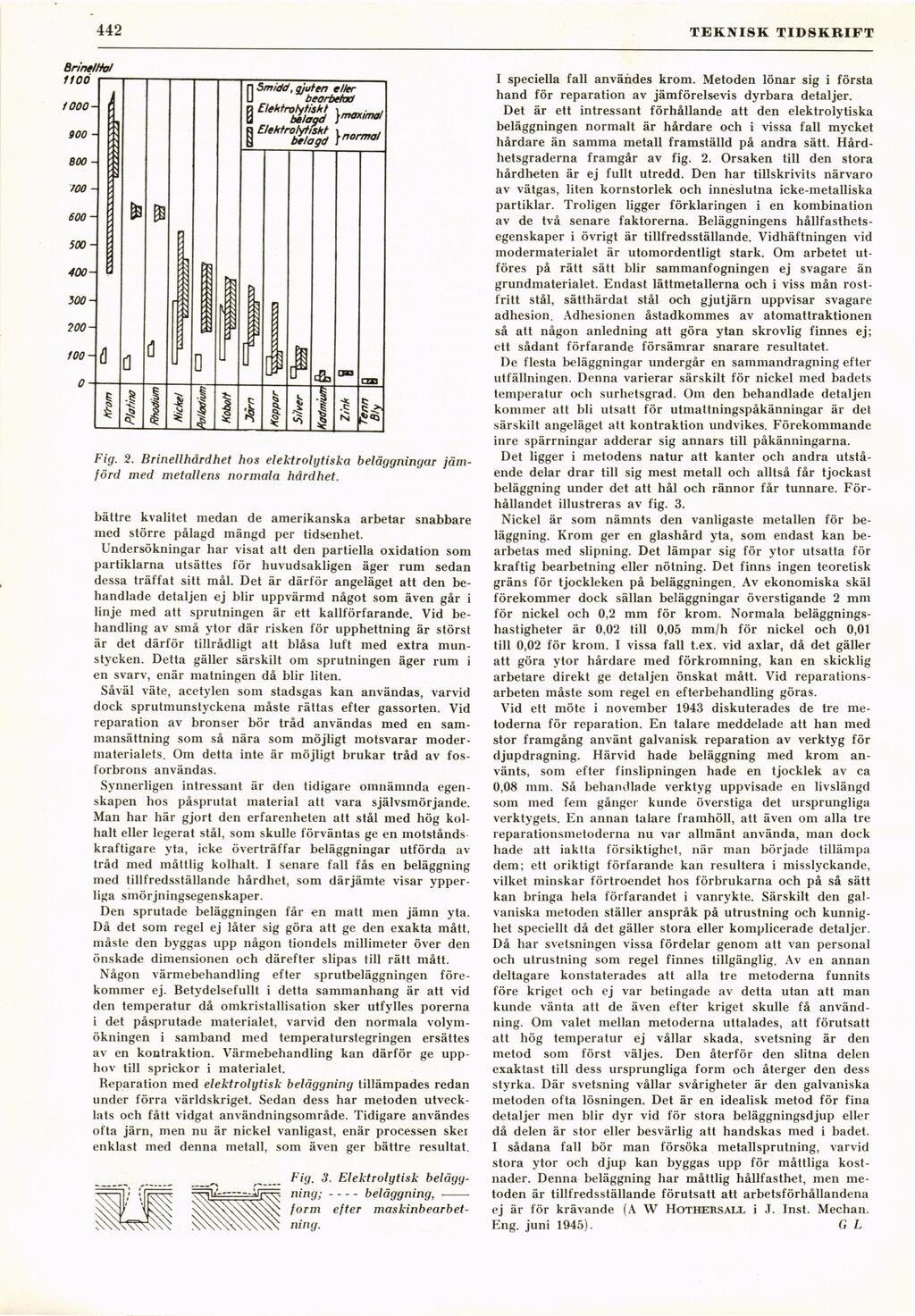
Fig. 2. Brinellhårdhet hos elektrolytiska beläggningar
jämförd med metallens normala hårdhet.
bättre kvalitet medan de amerikanska arbetar snabbare
med större pålagd mängd per tidsenhet.
Undersökningar har visat att den partiella oxidation som
partiklarna utsättes för huvudsakligen äger rum sedan
dessa träffat sitt mål. Det är därför angeläget att den
behandlade detaljen ej blir uppvärmd något som även går i
linje med att sprutningen är ett kallförfarande. Vid
behandling av små ytor där risken för upphettning är störst
är det därför tillrådligt att blåsa luft med extra
munstycken. Detta gäller särskilt om sprutningen äger rum i
en svarv, enär matningen då blir liten.
Såväl väte, acetylen som stadsgas kan användas, varvid
dock sprutmunstyckena måste rättas efter gassorten. Vid
reparation av bronser bör tråd användas med en
sammansättning som så nära som möjligt motsvarar
moder-materialets. Om detta inte är möjligt brukar tråd av
fosforbrons användas.
Synnerligen intressant är den tidigare omnämnda
egenskapen hos påsprutat material att vara självsmörjande.
Man har här gjort den erfarenheten att stål med hög
kolhalt eller legerat stål, som skulle förväntas ge en motstånds
kraftigare yta, icke överträffar beläggningar utförda av
tråd med måttlig kolhalt. I senare fall fås en beläggning
med tillfredsställande hårdhet, som därjämte visar
ypperliga smörjningsegenskaper.
Den sprutade beläggningen får en matt men jämn yta.
Då det som regel ej låter sig göra att ge den exakta mått,
måste den byggas upp någon tiondels millimeter över den
önskade dimensionen och därefter slipas till rätt mått.
Någon värmebehandling efter sprutbeläggningen
förekommer ej. Betydelsefullt i detta sammanhang är att vid
den temperatur då omkristallisation sker utfylles porerna
i det påsprutade materialet, varvid den normala
volymökningen i samband med temperaturstegringen ersättes
av en kontraktion. Värmebehandling kan därför ge
upphov till sprickor i materialet.
Reparation med elektrolytisk beläggning tillämpades redan
under förra världskriget. Sedan dess har metoden
utvecklats och fått vidgat användningsområde. Tidigare användes
ofta järn, men nu är nickel vanligast, enär processen skei
enklast med denna metall, som även ger bättre resultat.
Fig. 3. Elektrolytisk
beläggning; ––beläggning, -
form efter
maskinbearbetning.
I speciella fall användes krom. Metoden lönar sig i första
hand för reparation av jämförelsevis dyrbara detaljer.
Det är ett intressant förhållande att den elektrolytiska
beläggningen normalt är hårdare och i vissa fall mycket
hårdare än samma metall framställd på andra sätt.
Hårdhetsgraderna framgår av fig. 2. Orsaken till den stora
hårdheten är ej fullt utredd. Den har tillskrivits närvaro
av vätgas, liten kornstorlek och inneslutna icke-metalliska
partiklar. Troligen ligger förklaringen i en kombination
av de två senare faktorerna. Beläggningens
hållfasthetsegenskaper i övrigt är tillfredsställande. Vidhäftningen vid
modermaterialet är utomordentligt stark. Om arbetet
utföres på rätt sätt blir sammanfogningen ej svagare än
grundmaterialet. Endast lättmetallerna och i viss mån
rostfritt stål, sätthärdat stål och gjutjärn uppvisar svagare
adhesion. Adhesionen åstadkommes av atomattraktionen
så att någon anledning att göra ytan skrovlig finnes ej;
ett sådant förfarande försämrar snarare resultatet.
De flesta beläggningar undergår en sammandragning efter
utfällningen. Denna varierar särskilt för nickel med badets
temperatur och surhetsgrad. Om den behandlade detaljen
kommer att bli utsatt för utmattningspåkänningar är det
särskilt angeläget att kontraktion undvikes. Förekommande
inre spärrningar adderar sig annars till påkänningarna.
Det ligger i metodens natur att kanter och andra
utstående delar drar till sig mest metall och alltså får tjockast
beläggning under det att hål och rännor får tunnare.
Förhållandet illustreras av fig. 3.
Nickel är som nämnts den vanligaste metallen för
beläggning. Krom ger en glashård yta, som endast kan
bearbetas med slipning. Det lämpar sig för ytor utsatta för
kraftig bearbetning eller nötning. Det finns ingen teoretisk
gräns för tjockleken på beläggningen. Av ekonomiska skäl
förekommer dock sällan beläggningar överstigande 2 mm
för nickel och 0,2 mm för krom. Normala
beläggnings-hastigheter är 0,02 till 0,05 mm/h för nickel och 0,01
till 0,02 för krom. I vissa fall t.ex. vid axlar, då det gäller
att göra ytor hårdare med förkromning, kan en skicklig
arbetare direkt ge detaljen önskat mått. Vid
reparationsarbeten måste som regel en efterbehandling göras.
Vid ett möte i november 1943 diskuterades de tre
metoderna för reparation. En talare meddelade att han med
stor framgång använt galvanisk reparation av verktyg för
djupdragning. Härvid hade beläggning med krom
använts, som efter finslipningen hade en tjocklek av ca
0,08 mm. Så behandlade verktyg uppvisade en livslängd
som med fem gånger kunde överstiga det ursprungliga
verktygets. En annan talare framhöll, att även om alla tre
reparationsmetoderna nu var allmänt använda, man dock
hade att iaktta försiktighet, när man började tillämpa
dem; ett oriktigt förfarande kan resultera i misslyckande,
vilket minskar förtroendet hos förbrukarna och på så sätt
kan bringa hela förfarandet i vanrykte. Särskilt den
galvaniska metoden ställer anspråk på utrustning och
kunnighet speciellt då det gäller stora eller komplicerade detaljer.
Då har svetsningen vissa fördelar genom att van personal
och utrustning som regel finnes tillgänglig. Av en annan
deltagare konstaterades att alla tre metoderna funnits
före kriget och ej var betingade av detta utan att man
kunde vänta att de även efter kriget skulle få
användning. Om valet mellan metoderna uttalades, att förutsatt
att hög temperatur ej vållar skada, svetsning är den
metod som först väljes. Den återför den slitna delen
exaktast till dess ursprungliga form och återger den dess
styrka. Där svetsning vållar svårigheter är den galvaniska
metoden ofta lösningen. Det är en idealisk metod för fina
detaljer men blir dyr vid för stora beläggningsdjup eller
då delen är stor eller besvärlig att handskas med i badet.
I sådana fall bör man försöka metallsprutning, varvid
stora ytor och djup kan byggas upp för måttliga
kostnader. Denna beläggning har måttlig hållfasthet, men
metoden är tillfredsställande förutsatt att arbetsförhållandena
ej är för krävande (A W Hothersaix i J. Inst. Mechan.
Eng. juni 1945). G L
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}