
Full resolution (JPEG) - On this page / på denna sida - H. 32. 6 september 1947 - Kollimatorer och autokollimatorer för verkstadskontroll, av Jiri Georges Vogl - El-ledningsförmågan kan mätas direkt på göt, av W S
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
(>658
TEKNISK TIDSKRIFT
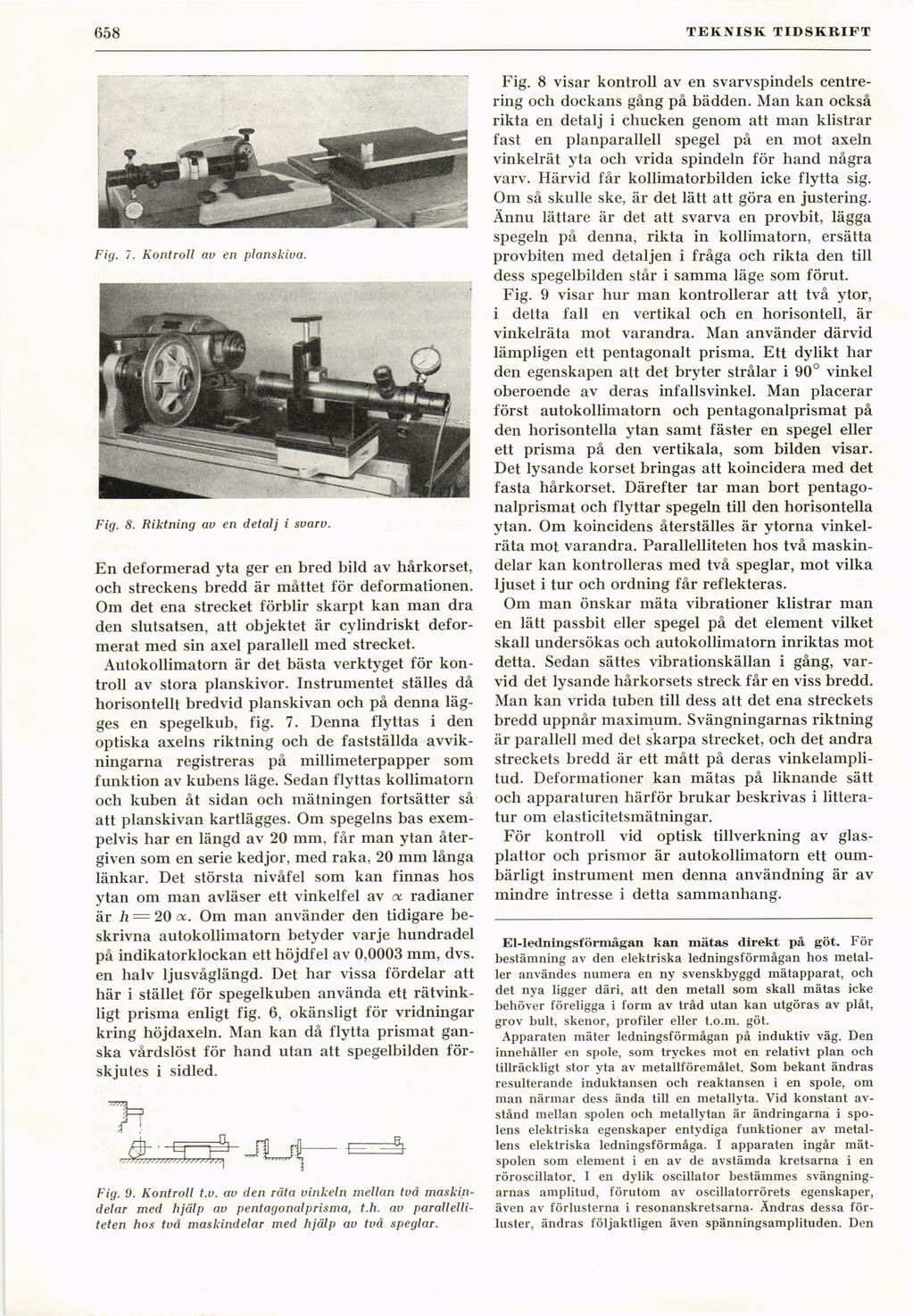
Fig. 7. Kontroll av en planskiva.
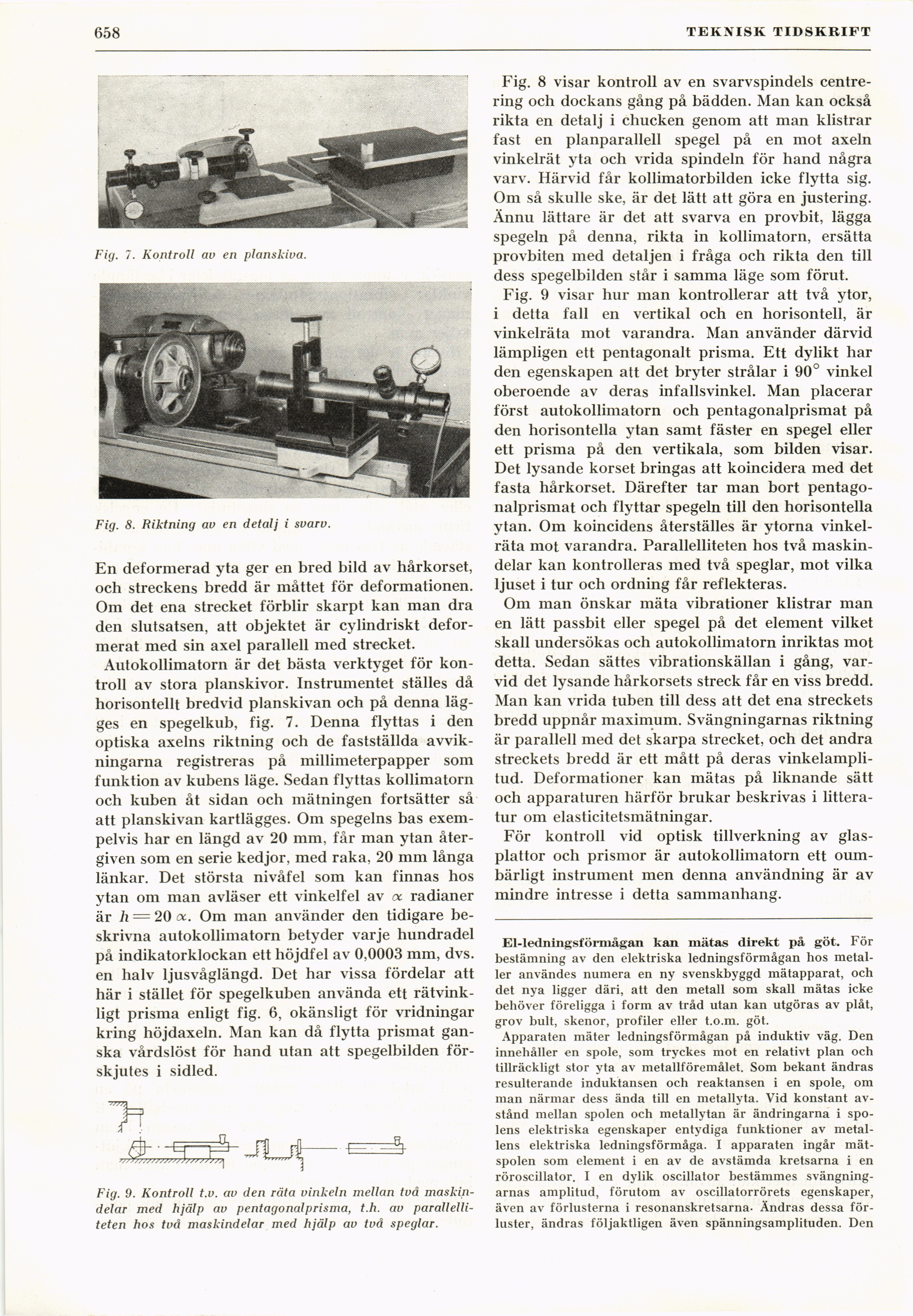
Fig. 8. Riktning av en detalj i svarv.
En deformerad yta ger en bred bild av hårkorset,
och streckens bredd är måttet för deformationen.
Om det ena strecket förblir skarpt kan man dra
den slutsatsen, att objektet är cylindriskt
deformerat med sin axel parallell med strecket.
Autokollimatorn är det bästa verktyget för
kontroll av stora planskivor. Instrumentet ställes då
horisontellt bredvid planskivan och på denna
lägges en spegelkub, fig. 7. Denna flyttas i den
optiska axelns riktning och de fastställda
avvik-ningarna registreras på millimeterpapper som
funktion av kubens läge. Sedan flyttas kollimatorn
och kuben åt sidan och mätningen fortsätter så
att planskivan kartlägges. Om spegelns bas
exempelvis har en längd av 20 mm, får man ytan
återgiven som en serie kedjor, med raka, 20 mm långa
länkar. Det största nivåfel som kan finnas hos
ytan om man avläser ett vinkelfel av oc radianer
är h = 20 oc. Om man använder den tidigare
beskrivna autokollimatorn betyder varje hundradel
på indikatorklockan ett höjdfel av 0,0003 mm, dvs.
en halv ljusvåglängd. Det har vissa fördelar att
här i stället för spegelkuben använda ett
rätvinkligt prisma enligt fig. 6, okänsligt för vridningar
kring höjdaxeln. Man kan då flytta prismat
ganska vårdslöst för hand utan att spegelbilden
förskjutes i sidled.
..^....TIE5 J i—
77^77777777^77^7777^77^ 1–––
Fig. 9. Kontroll t.v. av den räta vinkeln mellan två
maskindelar med hjälp av pentagonalprisma, t.h. av
parallelli-teten hos två maskindelar med hjälp av två speglar.
Fig. 8 visar kontroll av en svarvspindels
centrering och dockans gång på bädden. Man kan också
rikta en detalj i chucken genom att man klistrar
fast en planparallell spegel på en mot axeln
vinkelrät yta och vrida spindeln för hand några
varv. Härvid får kollimatorbilden icke flytta sig.
Om så skulle ske, är det lätt att göra en justering.
Ännu lättare är det att svarva en provbit, lägga
spegeln på denna, rikta in kollimatorn, ersätta
provbiten med detaljen i fråga och rikta den till
dess spegelbilden står i samma läge som förut.
Fig. 9 visar hur man kontrollerar att två ytor,
i detta fall en vertikal och en horisontell, är
vinkelräta mot varandra. Man använder därvid
lämpligen ett pentagonalt prisma. Ett dylikt har
den egenskapen att det bryter strålar i 90° vinkel
oberoende av deras infallsvinkel. Man placerar
först autokollimatorn och pentagonalprismat på
den horisontella ytan samt fäster en spegel eller
ett prisma på den vertikala, som bilden visar.
Det lysande korset bringas att koincidera med det
fasta hårkorset. Därefter tar man bort
pentagonalprismat och flyttar spegeln till den horisontella
ytan. Om koincidens återställes är ytorna
vinkelräta mot varandra. Parallelliteten hos två
maskindelar kan kontrolleras med två speglar, mot vilka
ljuset i tur och ordning får reflekteras.
Om man önskar mäta vibrationer klistrar man
en lätt passbit eller spegel på det element vilket
skall undersökas och autokollimatorn inriktas mot
detta. Sedan sättes vibrationskällan i gång,
varvid det lysande hårkorsets streck får en viss bredd.
Man kan vrida tuben till dess att det ena streckets
bredd uppnår maximum. Svängningarnas riktning
är parallell med det skarpa strecket, och det andra
streckets bredd är ett mått på deras
vinkelampli-tud. Deformationer kan mätas på liknande sätt
och apparaturen härför brukar beskrivas i
litteratur om elasticitetsmätningar.
För kontroll vid optisk tillverkning av
glasplattor och prismor är autokollimatorn ett
oumbärligt instrument men denna användning är av
mindre intresse i detta sammanhang.
El-ledningsförmågan kan mätas direkt på göt. För
bestämning av den elektriska ledningsförmågan hos
metaller användes numera en ny svenskbyggd mätapparat, och
det nya ligger däri, att den metall som skall mätas icke
behöver föreligga i form av tråd utan kan utgöras av plåt,
grov bult, skenor, profiler eller t.o.m. göt.
Apparaten mäter ledningsförmågan på induktiv väg. Den
innehåller en spole, som tryckes mot en relativt plan och
tillräckligt stor yta av metallföremålet. Som bekant ändras
resulterande induktansen och reaktansen i en spole, om
man närmar dess ända till en metallyta. Vid konstant
avstånd mellan spolen och metallytan är ändringarna i
spolens elektriska egenskaper entydiga funktioner av
metallens elektriska ledningsförmåga. I apparaten ingår
mätspolen som element i en av de avstämda kretsarna i en
röroscillator. I en dylik oscillator bestämmes
svängningarnas amplitud, förutom av oscillatorrörets egenskaper,
även av förlusterna i resonanskretsarna. Ändras dessa
förluster, ändras följaktligen även spänningsamplituden. Den
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}