
Full resolution (JPEG) - On this page / på denna sida - H. 34. 20 september 1947 - Lokångpanna i svetsat utförande, av Per V Norlin - Två nya svetsaggregat, av r - »Karbate»-värmeväxlare, av W Teder
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20 september 19 AJ
689
Denna fördel gäller även för eldstaddelen, vartill
kommer en förbättring av cirkulationen, vilket
synes medföra en ökad ångavgivning.
Tillverkningen av ståldelarna erbjuder som
nämnts inga svårigheter, i synnerhet för
verkstäder med erfarenhet från tillverkning av
svetsade angpannor eller liknande konstruktioner. Det
bör dock understrykas att delarna på ett
betryggande sätt måste avspänningsglödgas efter
svetsningen. Härigenom kan en i det närmaste
spän-ningsfri konstruktion erhållas, och sannolikheten
för uppkomst av fleraxliga spänningstillstånd,
vilka kunna nedsätta hållfastheten och
formförändringsförmågan i materialet, kan ganska
väsentligt begränsas.
Tillverkningstiden för denna svetsade lokpanna
är 3—4 % längre än för en nitad, exakt lika stor
panna. Troligen kan tiden, efter hand som större
vana erhålles, minskas till samma som för den
nitade konstruktionen, sannolikt något lägre.
Viktsbesparingen är tämligen obetydlig, ca
500 kg eller 5 %, främst på grund av att
materialet icke helt utnyttjats i hållfasthetshänseende.
Svetsens relativa styrka t.ex. har satts till 0.8 mot
tillåtet 0,9 och säkerhetsfaktorn är ju som bekant
4,5 för svetsad skarv mot 4,25 för tidigare utförd
nitad skarv. Att plåttjockleken trots detta är
densamma som tidigare för nitad panna
sammanhänger med att en bättre materialkvalitet,
St 44-50, valts för den svetsade pannan. När
tillräcklig erfarenhet erhållits från tillverkning, drift
och underhåll av svetsade lokpannor torde
materialet bättre kunna utnyttjas och därmed en
större viktsbesparing erhållas.
Till sist kan meddelas att vid AB Motala
Verkstad tills dato tillverkats tre svetsade lokpannor
med konstruktionsdetaljerna i huvudsaklig
överensstämmelse med den nu beskrivna pannan. Det
lok på vilket en svetsad panna först monterades
och användes i drift var ett nybygge till Norra
Östergötlands Järnvägar. Dessutom äro för
närvarande två helsvetsade kopparfyrboxar under
tillverkning för lokpannor till Statens Järnvägar.
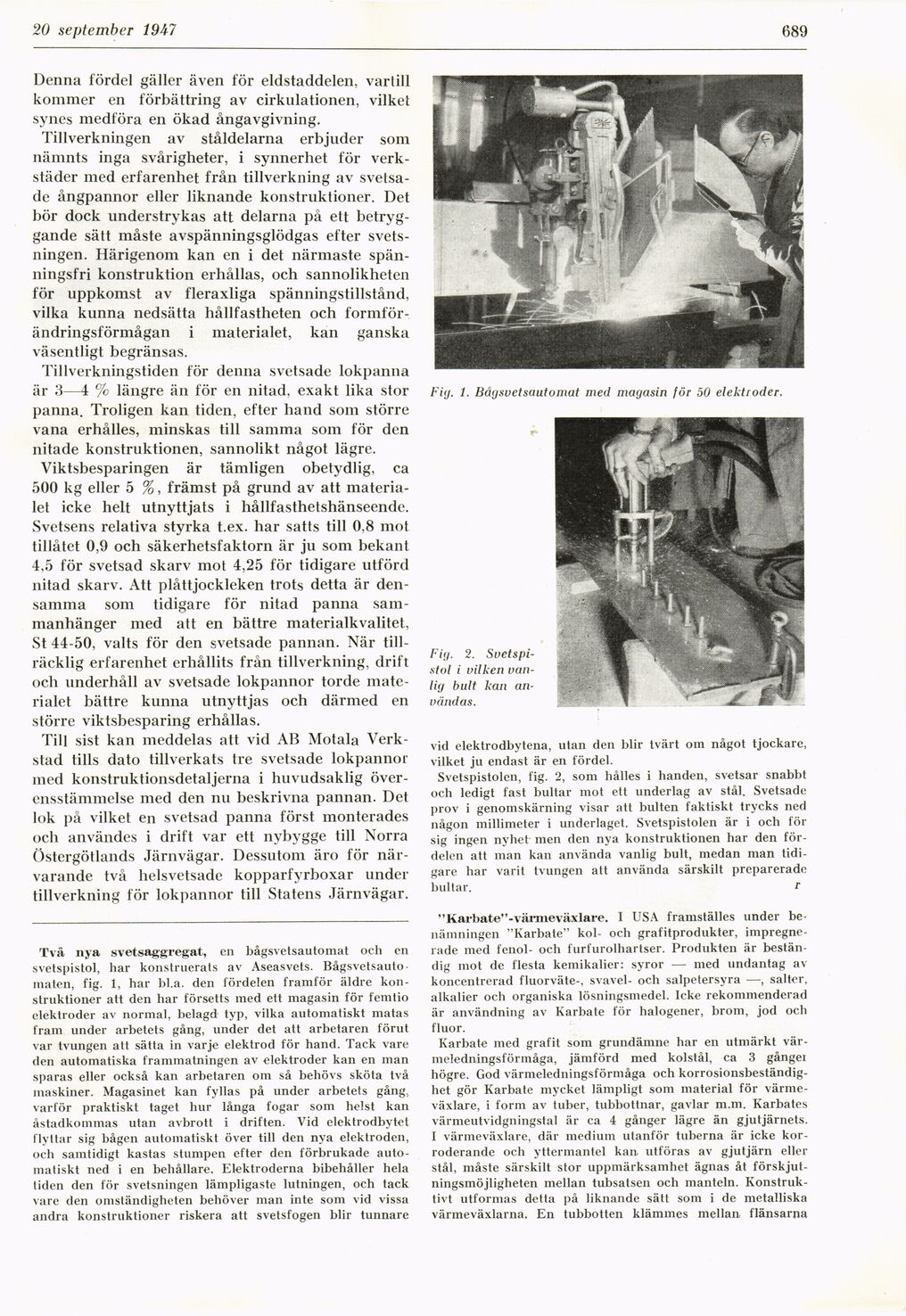
Två nya svetsaggregat, en bågsvetsautomat och en
svetspistol, har konstruerats av Aseasvets.
Bågsvetsauto-maten, fig. 1, har bl.a. den fördelen framför äldre
konstruktioner att den har försetts med ett magasin för femtio
elektroder av normal, belagd typ, vilka automatiskt matas
fram under arbetets gång, under det att arbetaren förut
var tvungen att sätta in varje elektrod för hand. Tack vare
den automatiska frammatningen av elektroder kan en man
sparas eller också kan arbetaren om så behövs sköta två
maskiner. Magasinet kan fyllas på under arbetets gång,
varför praktiskt taget hur långa fogar som helst kan
åstadkommas utan avbrott i driften. Vid elektrodbytet
flyttar sig bågen automatiskt över till den nva elektroden,
och samtidigt kastas stumpen efter den förbrukade
automatiskt ned i en behållare. Elektroderna bibehåller hela
tiden den för svetsningen lämpligaste lutningen, och tack
vare den omständigheten behöver man inte som vid vissa
andra konstruktioner riskera att svetsfogen blir tunnare
Fi[). 1. Bågsvetsautomat med magasin för 50 elektroder.
Fig. 2.
Svetspistol i vilken
vanlig bult kan
användas.
vid elektrodbytena, utan den blir tvärt om något tjockare,
vilket ju endast är en fördel.
Svetspistolen, fig. 2, som hålles i handen, svetsar snabbt
och ledigt fast bultar mot ett underlag av stål. Svetsade
prov i genomskärning visar att bulten faktiskt trycks ned
någon millimeter i underlaget. Svetspistolen är i och för
sig ingen nyhet men den nya konstruktionen har den
fördelen att man kan använda vanlig bult, medan man
tidigare har varit tvungen att använda särskilt preparerade
bultar. r
"Karbate"-värmeväxlare. I USA framställes under
benämningen "Karbate" kol- och grafitprodukter,
impregnerade med fenol- och furfurolhartser. Produkten är
beständig mot de flesta kemikalier: syror — med undantag av
koncentrerad fluorväte-, svavel- och salpetersyra —, salter,
alkalier och organiska lösningsmedel. Icke rekommenderad
är användning av Karbate för halogener, brom, jod och
fluor.
Karbate med grafit som grundämne har en utmärkt
värmeledningsförmåga, jämförd med kolstål, ca 3 gångei
högre. God värmeledningsförmåga och
korrosionsbeständighet gör Karbate mycket lämpligt som material för
värmeväxlare, i form av tuber, tubbottnar, gavlar m.m. Karbates
värmeutvidgningstal är ca 4 gånger lägre än gjutjärnets.
I värmeväxlare, där medium utanför tuberna är icke
kor-roderande och yttermantel kan utföras av gjutjärn eller
stål, måste särskilt stor uppmärksamhet ägnas åt
förskjutningsmöjligheten mellan tubsatsen och manteln.
Konstruktivt utformas detta på liknande sätt som i de metalliska
värmeväxlarna. En tubbotten klämmes mellan, flänsarna
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}