
Full resolution (JPEG) - On this page / på denna sida - H. 41. 8 november 1947 - Sprutpressning av konsthartser, av Walter Flander jr
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
8 november 19A7
835
Sprutpressning av konsthartser
Ingenjör Walter Flander jr, Fredrikstad
Med utvecklingen av den termoplastiska
konst-hartsindustrin uppkom behovet av nya
pressningsmetoder, vilka gav möjligheten att effektivt
utnyttja de nya materialens utmärkta
pressningsegenskaper. På grund härav utvecklades under
1930-talet sprutpressningstekniken, vilken då det
gäller pressning av termoplastiska konsthartser
är den i dag mest använda. Många försök har
gjorts att även vid pressning av härdbara
konsthartser utveckla en analog pressningsteknik.
Detta problem var länge olöst men under de
senare åren har i USA utvecklats en metod,
munstycks-pressning ("jet-molding"), som man anser
vara mycket lovande.
Inom sprutpressningstekniken användes
vanligen helautomatiska maskiner, vilka är så
konstruerade att de olika arbetsoperationerna bela
tiden automatiskt övervakas av kontrollorgan. På
detta sätt uppnår man att materialet sedan det
inmatats i maskinen helt automatiskt och under
strängt kontrollerade förhållanden bearbetas fram
till färdig produkt. I princip går processen ut på
att införa materialet i en värmekammare eller
cylinder, varifrån det med tillhjälp av en kolv
pressas ut genom ett uppvärmt munstycke in i
den formgivande matrisen, där materialet kyles
och övergår till fast form. Härefter utstötes den
färdigt pressade produkten ur maskinen. Den
enda efterbearbetning som i allmänhet erfordras
begränsar sig till avlägsnandet av grader och
ingöt. De tryck och temperaturer som vanligen
förekommer vid processen varierar starkt, beroende
av materialet som pressas samt matrisernas
konstruktion, men man kan generellt säga, att
trycket varierar mellan 400 och 2 000 kp/cm" i
presscylindern och temperaturen mellan 150 och 300°G
vid sprutmunstycket.
De fördelar som kan uppnås vid sprutpressning
av termoplastiska konsthartser kan sammanfattas
på följande sätt: lägre matriskostnader än vid
vanlig tryckpressning, emedan färre kaviteter
erfordras i matrisen för samma
produktionskapacitet; avsevärt större produktionskapacitet än någon
annan pressningsmetod för termoplastiska
konsthartser; högre termisk verkningsgrad vid
bearbetningen; mindre skrotmaterial, enär överskott av
material ej förekommer i matriserna; metoden är
mycket användbar där djupa hålrum
förekommer i matrisen; metallinsatser kan på ett för-
621.746.58 : 679.5
delaktigt sätt ytbehandlas med termoplastiskt
konstharts enligt sprutpressningsmetoden.
De viktigaste nackdelar som vidlåder
sprutpressningsmetoden är följande: relativt stora
kapitalinvesteringar i maskinell utrustning; olämplighet
för mindre produktionsserier på grund av dyrbar
maskin- och matrisuppsättning; vid övergången
från ett material till ett annat erfordras dessutom
en noggrann och tidsödande rengöring av
maskinen; automatisk produktion kan ej erhållas då
komplicerade uttagbara kärnor förekommer i
matrisen; kärnorna belastas kraftigt på grund av
det höga presstrycket och måste därför vara
kraftigt fixerade; den snabba kylningen av materialet
i verktyget ger vid grövre materialsektioner
upphov till olikformig krympning och
"flytnings-märken" på produkten.
Sprutpressen
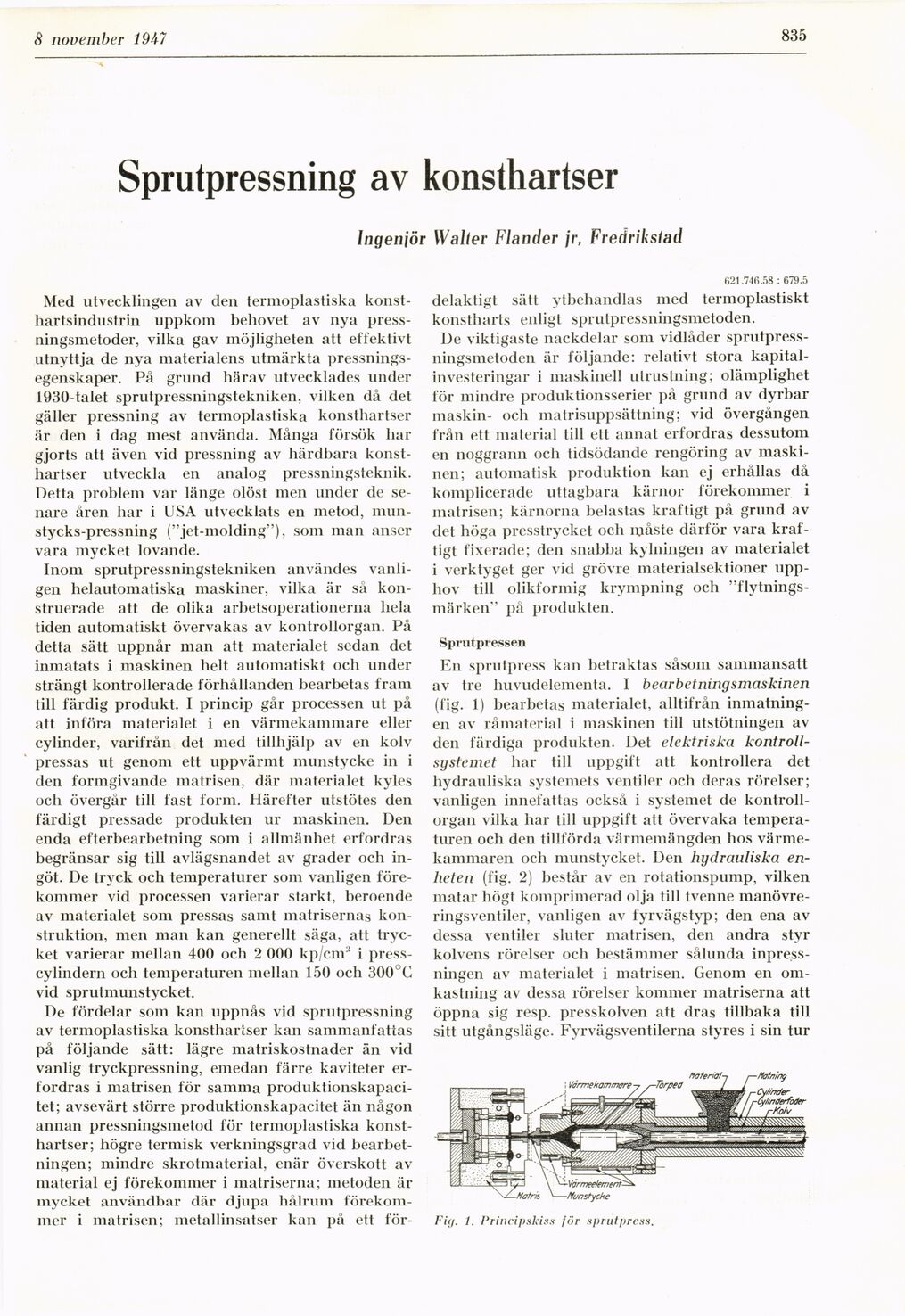
En sprutpress kan betraktas såsom sammansatt
av tre huvudelementa. I bearbetningsmaskinen
(fig. 1) bearbetas materialet, alltifrån
inmatningen av råmaterial i maskinen till utstötningen av
den färdiga produkten. Det elektriska
kontrollsystemet har till uppgift att kontrollera det
hydrauliska systemets ventiler och deras rörelser;
vanligen innefattas också i systemet de
kontrollorgan vilka har till uppgift att övervaka
temperaturen och den tillförda värmemängden hos
värmekammaren och munstycket. Den hydrauliska
enheten (fig. 2) består av en rotationspump, vilken
matar högt komprimerad olja till tvenne
manövreringsventiler, vanligen av fyrvägstyp; den ena av
dessa ventiler sluter matrisen, den andra styr
kolvens rörelser och bestämmer sålunda
inpress-ningen av materialet i matrisen. Genom en
omkastning av dessa rörelser kommer matriserna att
öppna sig resp. presskolven att dras tillbaka till
sitt utgångsläge. Fvrvägsventilerna styres i sin tur
[-—Vàrmee/ement^–Matris-]
{+—Vàrmee/ement^-
-Matris+} ^—Munstycke
Fig. 1. Principskiss för sprutpress.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}