
Full resolution (JPEG) - On this page / på denna sida - H. 33. 11 september 1948 - Framsteg inom icke-järnmetallurgin, av A J Murphy
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
510
TEKNISK TIDSKRIFT
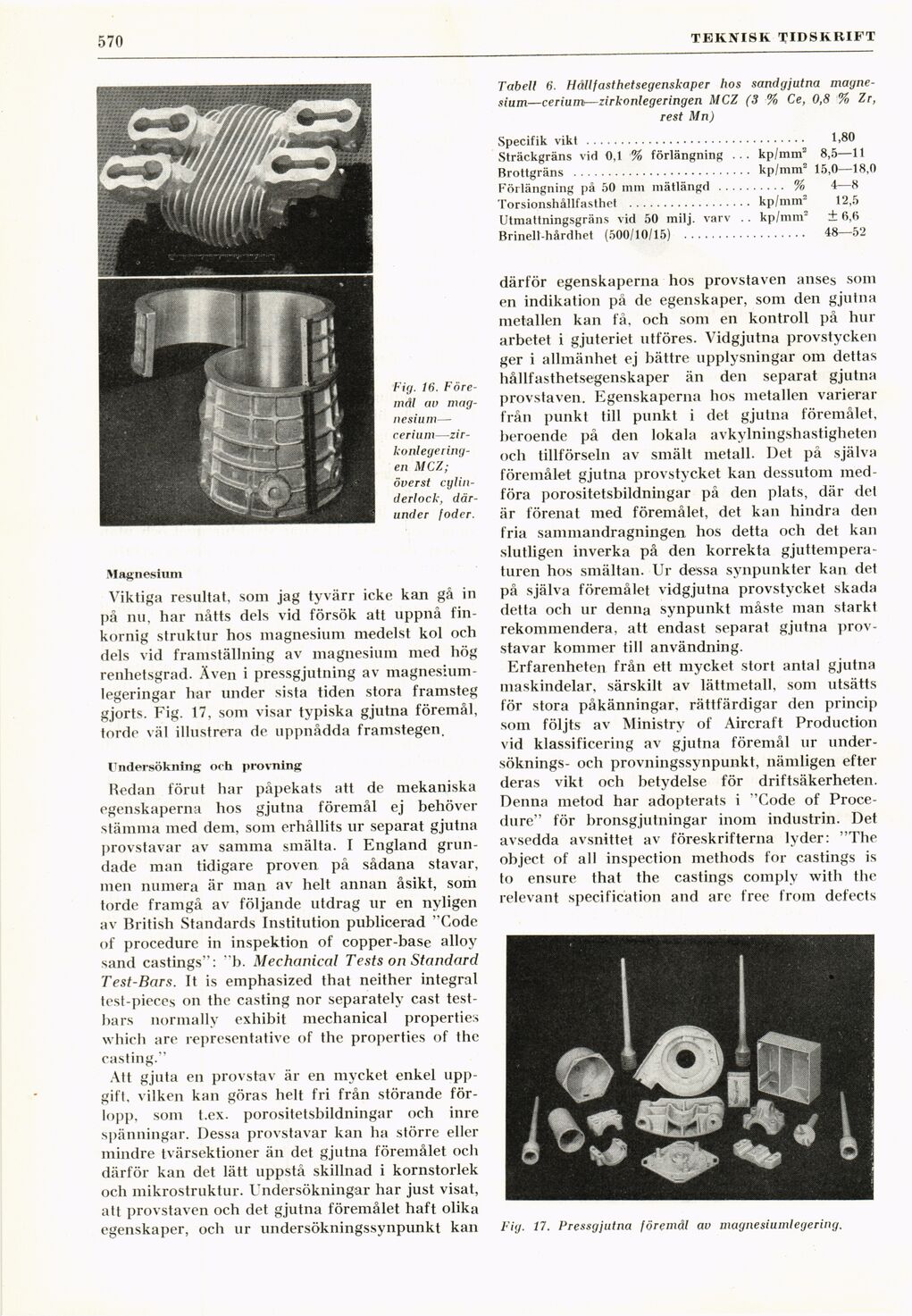
Fig. 16.
Föremål av
magnesium— cerium—zir-konlegering-en MCZ;
överst
cylinderlock, därunder foder.
Magnesium
Viktiga resultat, som jag tyvärr icke kan gå in
på nu, har nåtts dels vid försök att uppnå
finkornig struktur hos magnesium medelst kol och
dels vid framställning av magnesium med hög
renhetsgrad. Även i pressgjutning av
magnesium-legeringar har under sista tiden stora framsteg
gjorts. Fig. 17, som visar typiska gjutna föremål,
torde väl illustrera de uppnådda framstegen.
Undersökning och provning
Redan förut har påpekats att de mekaniska
egenskaperna hos gjutna föremål ej behöver
stämma med dem, som erhållits ur separat gjutna
provstavar av samma smälta. I England
grundade man tidigare proven på sådana stavar,
men numera är man av helt annan åsikt, som
torde framgå av följande utdrag ur en nyligen
av British Standards Institution publicerad "Code
of procedure in inspektion of copper-base alloy
sand castings": "b. Mechanical Tests ön Standard
Test-Bars. It is emphasized that neither integral
test-pieces ön the casting nor separately cast
testbars normally exhibit mechanical properties
which are representative of the properties of the
casting."
Att gjuta en provstav är en mycket enkel
uppgift, vilken kan göras helt fri från störande
förlopp, som t.ex. porositetsbildningar och inre
spänningar. Dessa provstavar kan ha större eller
mindre tvärsektioner än det gjutna föremålet och
därför kan det lätt uppstå skillnad i kornstorlek
och mikrostruktur. Undersökningar har just visat,
att provstaven och det gjutna föremålet haft olika
egenskaper, och ur undersökningssynpunkt kan
Tabell 6. Hållfasthetsegenskaper hos sandgjutna
magnesium—cerium—zirkonlegeringen MCZ (3 % Ce, 0,8 % Zr,
rest Mn)
Specifik vikt ................................................................1,80
Sträckgräns vid 0,1 % förlängning ... kp/mm2 8,5—11
Rrottgräns .......................... kp/mm2 15,0—18,0
Förlängning på 50 mm mätlängd .......... % 4—8
Torsionshållfasthet .................. kp/mm2 12,5
Utmattningsgräns vid 50 milj. varv . . kp/mm2 ± 6,B
Brinell-hårdhet (500/10/15) ....................................48—52
därför egenskaperna hos provstaven anses som
en indikation på de egenskaper, som den gjutna
metallen kan få, och som en kontroll på hur
arbetet i gjuteriet utföres. Vidgjutna provstycken
ger i allmänhet ej bättre upplysningar om dettas
hållfasthetsegenskaper än den separat gjutna
provstaven. Egenskaperna hos metallen varierar
från punkt till punkt i det gjutna föremålet,
beroende på den lokala avkylningshastigheten
och tillförseln av smält metall. Det på själva
föremålet gjutna provstycket kan dessutom
medföra porositetsbildningar på den plats, där det
är förenat med föremålet, det kan hindra den
fria sammandragningen hos detta och det kan
slutligen inverka på den korrekta
gjuttempera-turen hos smältan. Ur dessa synpunkter kan det
på själva föremålet vidgjutna provstycket skada
detta och ur denna synpunkt måste man starkt
rekommendera, att endast separat gjutna
provstavar kommer till användning.
Erfarenheten från ett mycket stort antal gjutna
maskindelar, särskilt av lättmetall, som utsätts
för stora påkänningar, rättfärdigar den princip
som följts av Ministry of Aircraft Production
vid klassificering av gjutna föremål ur
undersöknings- och provningssynpunkt, nämligen efter
deras vikt och betydelse för driftsäkerhefen.
Denna metod har adopterats i "Code of
Procedure" för bronsgjutningar inom industrin. Det
avsedda avsnittet av föreskrifterna lyder: "The
object of all inspection methods for castings is
to ensure that the castings comply with the
relevant specification and are free from defects
Fig. 17. Pressgjutna föremål av magnesiumlegering.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}