
Full resolution (JPEG) - On this page / på denna sida - H. 33. 11 september 1948 - Blåsning av plexiglas, av W S - Lättkonstruktioner av aluminium och plaster, av I Göransson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
11 september 1948
575
Blåsning av plexiglas. Vid tillverkning av föremål av
plexiglas, vilka skall ha goda optiska egenskaper, har man
alltmera börjat använda blåsning som formgivningsmetod,
emedan föremålets vta då icke skadas av några anliggande
verktyg eller formar.
En mycket stor sådan tillverkning, där blåsning användes,
är fabrikationen av förstoringslinser för
televisionsapparater i USA. Det faktum att de flesta
televisionsapparaterna har endast 18 X 18 eller 25 X 25 cm skärmar har gjort
avnjutandet av televisionsprogrammen rätt tröttande för
ögonen. De flesta apparatägarna har därför ansett det vara
värt kostnaden att skaffa en förstoringslins, som placeras
framför skärmen och gör bilden 2—3 gånger större.
Linserna görs av två plexiglasskivor, en plan bakskiva och
en konvex framskiva, med mellanrummet utfyllt av en
klar mineralolja eller annan vätska, som har samma
brytningskoefficient som plexiglaset; framskivan har formen
av en sfärisk kalott med bortskurna kanter, så att
basytan blir rektangulär. I början försökte man forma
framsidan över en aluminiumform, men denna gjorde att
materialet avkyldes ojämnt, varigenom ytan blev bucklig.
Man kom rätt snart till en kombinerad press- och
blåsmetod, som nu är den vanliga i de många fabriker som
tillverkar dylika linser. Framsidorna tillverkas i en
specialpress, fig. 1. Den övre presscylindern manövrerar en
lådformig rektangulär matris, medan den undre cylindern
bär upp en träform, som ser ut ungefär som en låg låda
med hörnen nedslipade, så att sidorna blir högst på
mitten; den nedre pressformen kan tryckas upp genom en
fast ram, på vilken utgångsmaterialet, en uppvärmd
plexi-glasskiva, placeras, då formningen börjar. Matrisen
tryckes därefter ned, så att plattan fixeras mot ramen, och
den nedre formen tryckes upp genom ramen. Härigenom
utformas de vertikala sidorna. Sedan blåses tryckluft upp
genom ett litet hål i den undre formen och den runda
delen får sin form. Denna kontrolleras noggrant av en
fotocell, som stänger av luften, så snart kupan nått full
höjd. Man har kommit underfund med att det är bättre
att icke ha trycket på för länge i ett sträck; man blåser
i stället in luften intermittent och låter den ännu icke
stelnade kupan falla ned något emellan, varvid en bättre
hållfasthet nås. Måttoleranserna är små: mindre än 1 % för
höjden.
Efter blåsningen överdras båda linshalvorna på utsidan
med en vinyllösning för att de ej skall repas under
monteringen. Sedan vinylet torkat, limmas halvorna ihop,
varefter linsen fylles med olja genom ett fyllningshål; de
plana sidoytorna överdras senare med ogenomskinligt
me-tallack. Efter monteringen av fastsättningsskruvar o.d.
dras vinylhinnan av, och linserna förpackas.
Fig. 1. Blåsning av skal
till förstoringslins;
formgivningen är
slutförd och matrisen är
upplyft.
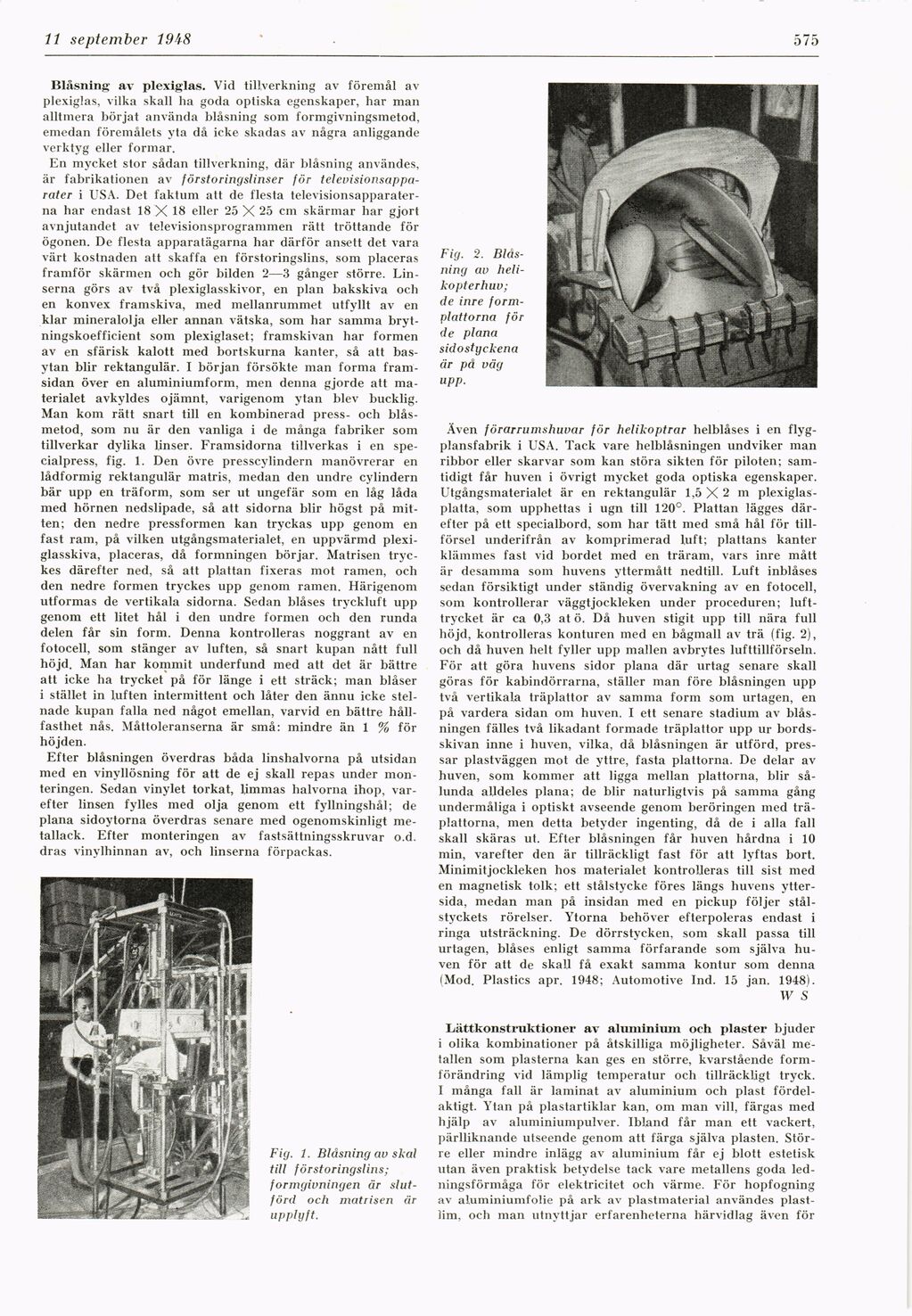
Fig. 2.
Blåsning av
helikopterhuv;
de inre
form-plattorna för
de plana
sidostyckena
är på väg
upp.
Även förarrumshuvar för helikoptrar helblåses i en
flygplansfabrik i USA. Tack vare helblåsningen undviker man
ribbor eller skarvar som kan störa sikten för piloten;
samtidigt får huven i övrigt mycket goda optiska egenskaper.
Utgångsmaterialet är en rektangulär 1,5 X 2 m
plexiglas-platta, som upphettas i ugn till 120°. Plattan lägges
därefter på ett specialbord, som har tätt med små hål för
tillförsel underifrån av komprimerad luft; plattans kanter
klämmes fast vid bordet med en träram, vars inre mått
är desamma som huvens yttermått nedtill. Luft inblåses
sedan försiktigt under ständig övervakning av en fotocell,
som kontrollerar väggtjockleken under proceduren;
lufttrycket är ca 0,3 at ö. Då huven stigit upp till nära full
höjd, kontrolleras konturen med en bågmall av trä (fig. 2),
och då huven helt fyller upp mallen avbrytes lufttillförseln.
För att göra huvens sidor plana där urtag senare skall
göras för kabindörrarna, ställer man före blåsningen upp
två vertikala träplattor av samma form som urtagen, en
på vardera sidan om huven. I ett senare stadium av
blåsningen fälles två likadant formade träplattor upp ur
bordsskivan inne i huven, vilka, då blåsningen är utförd,
pressar plastväggen mot de yttre, fasta plattorna. De delar av
huven, som kommer att ligga mellan plattorna, blir
sålunda alldeles plana; de blir naturligtvis på samma gång
undermåliga i optiskt avseende genom beröringen med
träplattorna, men detta betyder ingenting, då de i alla fall
skall skäras ut. Efter blåsningen får huven hårdna i 10
min, varefter den är tillräckligt fast för att lyftas bort.
Minimitjockleken hos materialet kontrolleras till sist med
en magnetisk tolk; ett stålstycke föres längs huvens
yttersida, medan man på insidan med en pickup följer
stålstyckets rörelser. Ytorna behöver efterpoleras endast i
ringa utsträckning. De dörrstycken, som skall passa till
urtagen, blåses enligt samma förfarande som själva
huven för att de skall få exakt samma kontur som denna
(Mod. Plastics apr. 1948; Automotive Ind. 15 jan. 1948).
W S
Lättkonstruktioner av aluminium och plaster bjuder
i olika kombinationer på åtskilliga möjligheter. Såväl
metallen som plasterna kan ges en större, kvarstående
formförändring vid lämplig temperatur och tillräckligt tryck.
I många fall är laminat av aluminium och plast
fördelaktigt. Ytan på plastartiklar kan, om man vill, färgas med
hjälp av aluminiumpulver. Ibland får man ett vackert,
pärlliknande utseende genom att färga själva plasten.
Större eller mindre inlägg av aluminium får ej blott estetisk
utan även praktisk betydelse tack vare metallens goda
ledningsförmåga för elektricitet och värme. För hopfogning
av aluminiumfolie på ark av plastmaterial användes
plast-lim, och man utnyttjar erfarenheterna härvidlag även för
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}