
Full resolution (JPEG) - On this page / på denna sida - H. 34. 18 september 1948 - Bearbetningstekniska perspektiv, av Olov Svahn
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
11 september 1948
583
Frågan har dock ännu vidare omfattning. Om
man har nått fram till att ett visst samband enligt
ovan är känt, skall detta utnyttjas så, att
materialleverantören kan behärska sin
framställningsprocess så väl, att han kan garantera viss struktur
och således viss bearbetbarhet. Det är på tal här
om av värde och mycket intressant att göra ett
överslag över vad t.ex. en
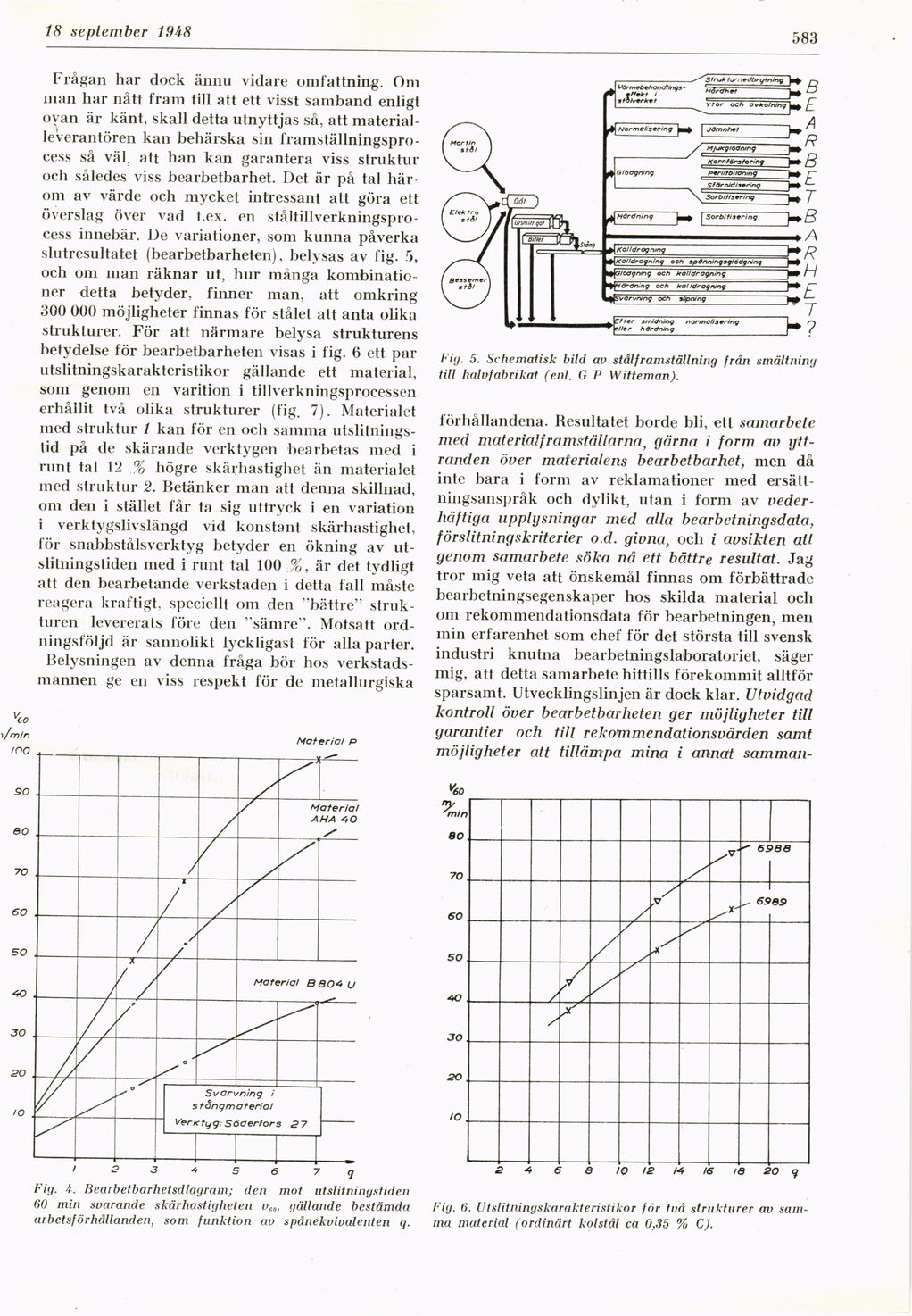
ståltillverkningsprocess innebär. De variationer, som kunna påverka
slutresultatet (bearbetbarheten), belysas av fig. 5,
och om man räknar ut, hur många
kombinationer detta betyder, finner man, att omkring
300 000 möjligheter finnas för stålet att anta olika
strukturer. För att närmare belysa strukturens
betydelse för bearbetbarheten visas i fig. 6 ett par
utslitningskarakteristikor gällande ett material,
som genom en varition i tillverkningsprocessen
erhållit två olika strukturer (fig. 7). Materialet
med struktur 1 kan för en och samma
utslitningstid på de skärande verktygen bearbetas med i
runt tal 12 % högre skärhastighet än materialet
med struktur 2. Betänker man att denna skillnad,
om den i stället får ta sig uttryck i en variation
i verktygslivslängd vid konstant skärhastighet,
för snabbstålsverktyg betyder en ökning av
utslitningstiden med i runt tal 100 %, är det tydligt
att den bearbetande verkstaden i detta fall måste
reagera kraftigt, speciellt om den ’"bättre"
strukturen levererats före den "sämre". Motsatt
ordningsföljd är sannolikt lyckligast lör alla parter.
Belysningen av denna fråga bör hos
verkstadsmannen ge en viss respekt för de metallurgiska
Fig. 5. Schematisk bild av stålframställning från smältning
till halvfabrikat (enl. G P Witteman).
förhållandena. Resultatet borde bli, ett samarbete
med material framställarna, gärna i form av
yttranden över materialens bearbetbarhet, men då
inte bara i form av reklamationer med
ersättningsanspråk och dylikt, utan i form av
vederhäftiga upplysningar med alla bearbetningsdata,
förslitningskriterier o.d. givna> och i avsikten att
genom samarbete söka nå ett bättre resultat. Jag
tror mig veta att önskemål finnas om förbättrade
bearbetningsegenskaper hos skilda material och
om rekomniendationsdata för bearbetningen, men
min erfarenhet som chef för det största till svensk
industri knutna bearbetningslaboratoriet, säger
mig, att detta samarbete hittills förekommit alltför
sparsamt. Utvecklingslinjen är dock klar. Utvidgad
kontroll över bearbetbarheten ger möjligheter till
garantier och till rekommendationsvärden samt
möjligheter att tillämpa mina i annat samman-
Fig. i. Bearbetbarhetsdiagram; den mot utslitningstiden
60 min svarande skärhastigheten v60, gällande bestämda
arbetsförhållanden, som funktion av spånekvivalenten q.
Fig. 6. Utslitningskarakteristikor för två strukturer av
samma material (ordinärt kolstål ca 0,35 % C).
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}