
Full resolution (JPEG) - On this page / på denna sida - H. 34. 18 september 1948 - Skeppsprovningstekniken av i dag i USA, av Hans Edstrand
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
18 september 19b8
589
Skeppsprovningstekniken
av i dag i USA
Civilingenjör Hans Edstrand, Göteborg
629.12.001.4(73)
Under tiden 15 september 1947—15 januari 1948 företog
jag en studieresa i USA och besökte därvid bl.a. de större
skeppsprovningsanläggningarna. Nedan ha några
erfarenheter från dessa besök sammanställts, varvid
tyngdpunkten lagts till skeppsprovningstekniken i öppna släprännor,
kavitationsforskningen beröres endast i förbigående. Av
de skildrade anläggningarna har huvudintresset lagts till
amerikanska marinens försöksanstalt i Carderock Md.
utanför Washington D.C., därför att denna anstalt är den
ojämförligen största och bäst utrustade.
David W Taylor Model Basin
Försöksanstalten i Carderock, som kanske är bäst känd
under namnet David W Taylor Model Basin (DWTMB),
är relativt ny på sin nuvarande plats. Det var år 1940 man
flyttade verksamheten från den gamla rännan vid
Washington Navy Yard, där amiral Taylor gjort sina berömda
försök med seriemodeller, till den nybyggda anläggningen i
Carderock. Den stora släprännan har efter en nyligen
utförd förlängning dimensionerna: längd 850 m, bredd 15,5 m
och djup 6,7 m. Bakom och i linje med stora rännan ligger
en bassäng för prov på grunt vatten. Vattendjupet kan
här varieras från 3 ned till 0 m. I sin bortre ända
övergår den grunda bassängen i en halvcirkelformad damm för
manöverprov. Parallellt med dessa rännor ligger
snabbtanken för prov med lättare och snabbare modeller. Den
har en längd av 910 m och torde därmed vara världens
längsta skeppsprovningsränna. Administralionsbyggnaden
är hopbyggd med hallen för släprännorna och inrymmer
förutom kontor, modell- och maskinverkstäder även två
kavitationstunnlar, av vilka den större och nyare är av
samma storleksordning som Karlstads Mekaniska
Werk-stads i Kristineham. Dessutom finnes här ett välutrustat
hållfasthetslaboratorium.
Den traditionella anordningen vid prov av
fartygsmodeller är ju rännor med stillastående vatten, i vilket modellen
föres fram. För några år sedan igångkördes emellertid vid
DWTMB en öppen cirkulerande vattentunnel, där meto-
Föredrag i avd. Skeppsbyggnadskonst och Flygteknik den 25
februari 1948.
den är den omvända: en stillaliggande modell provas i
tunnel eller kanal med strömmande vatten.
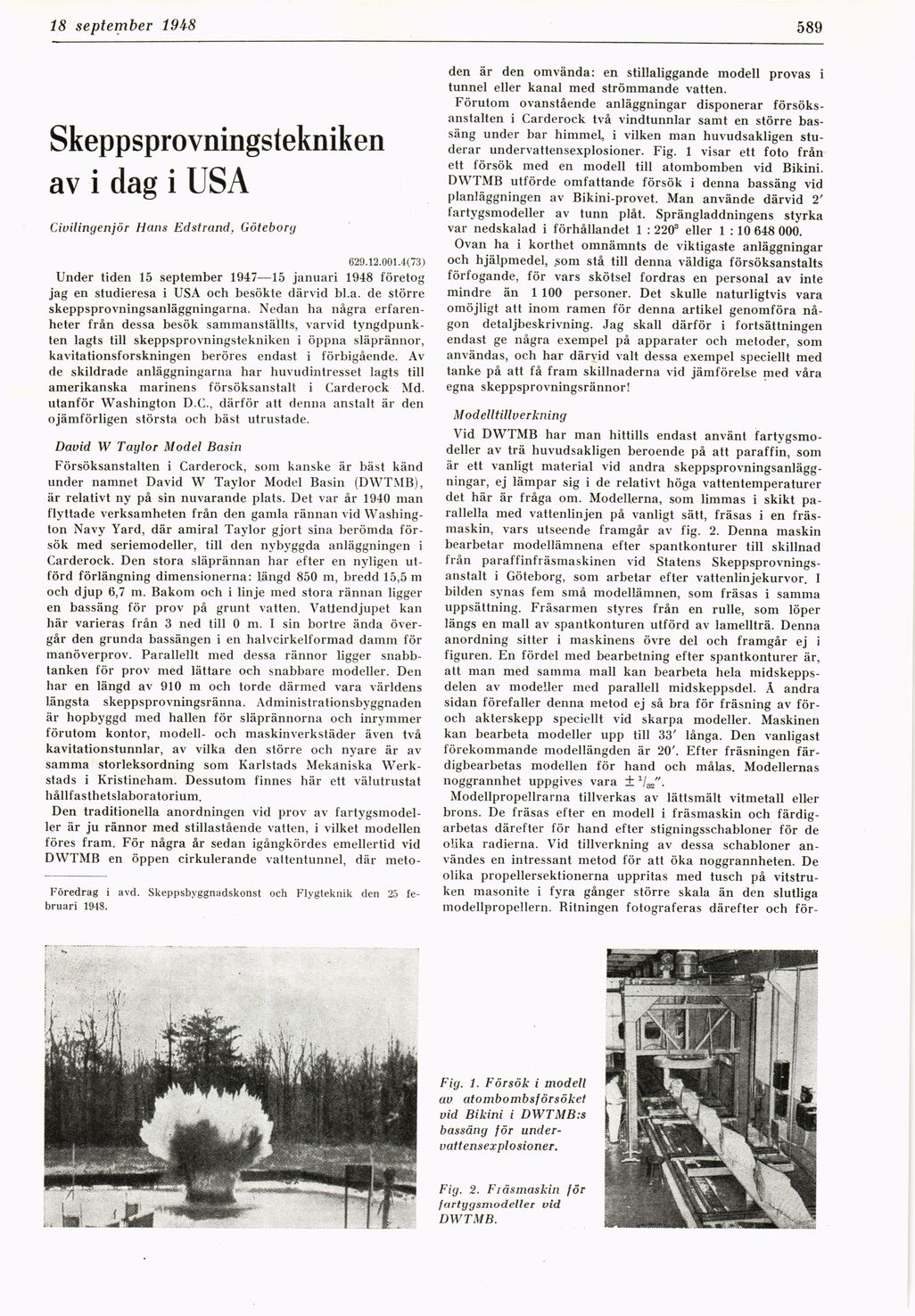
Förutom ovanstående anläggningar disponerar
försöksanstalten i Carderock två vindtunnlar samt en större
bassäng under bar himmel, i vilken man huvudsakligen
studerar undervattensexplosioner. Fig. 1 visar ett foto från
ett försök med en modell till atombomben vid Bikini.
DWTMB utförde omfattande försök i denna bassäng vid
planläggningen av Bikini-provet. Man använde därvid 2’
fartygsmodeller av tunn plåt. Sprängladdningens styrka
var nedskalad i förhållandet 1 : 2203 eller 1 : 10 648 000.
Ovan ha i korthet omnämnts de viktigaste anläggningar
och hjälpmedel, som stå till denna väldiga försöksanstalts
förfogande, för vars skötsel fordras en personal av inte
mindre än 1 100 personer. Det skulle naturligtvis vara
omöjligt att inom ramen för denna artikel genomföra
någon detaljbeskrivning. Jag skall därför i fortsättningen
endast ge några exempel på apparater och metoder, som
användas, och har därvid valt dessa exempel speciellt med
tanke på att få fram skillnaderna vid jämförelse med våra
egna skeppsprovningsrännor!
M odelltillverkning
Vid DWTMB har man hittills endast använt
fartygsmodeller av trä huvudsakligen beroende på att paraffin, som
är ett vanligt material vid andra
skeppsprovningsanlägg-ningar, ej lämpar sig i de relativt höga vattentemperaturer
det här är fråga om. Modellerna, som limmas i skikt
parallella med vattenlinjen på vanligt sätt, fräsas i en
fräsmaskin, vars utseende framgår av fig. 2. Denna maskin
bearbetar modellämnena efter spantkonturer till skillnad
från paraffinfräsmaskinen vid Statens
Skeppsprovnings-anstalt i Göteborg, som arbetar efter vattenlinjekurvor. I
bilden synas fem små modellämnen, som fräsas i samma
uppsättning. Fräsarmen styres från en rulle, som löper
längs en mall av spantkonturen utförd av lamellträ. Denna
anordning sitter i maskinens övre del och framgår ej i
figuren. En fördel med bearbetning efter spantkonturer är,
att man med samma mall kan bearbeta hela
midskepps-delen av modeller med parallell midskeppsdel. Å andra
sidan förefaller denna metod ej så bra för fräsning av
för-och akterskepp speciellt vid skarpa modeller. Maskinen
kan bearbeta modeller upp till 33’ långa. Den vanligast
förekommande modellängden är 20’. Efter fräsningen
fär-digbearbetas modellen för hand och målas. Modellernas
noggrannhet uppgives vara ± 1/32".
Modellpropellrarna tillverkas av lättsmält vitmetall eller
brons. De fräsas efter en modell i fräsmaskin och
färdig-arbetas därefter för hand efter stigningsschabloner för de
olika radierna. Vid tillverkning av dessa schabloner
användes en intressant metod för att öka noggrannheten. De
olika propellersektionerna uppritas med tusch på
vitstru-ken masonite i fyra gånger större skala än den slutliga
modellpropellern. Bitningen fotograferas därefter och för-
Fig. 1. Försök i modell
av atombombsförsöket
vid Bikini i DWTMB:s
bassäng för
undervattensexplosioner.
Fig. 2. Fräsmaskin för
fartygsmodeller vid
DWTMB.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}