
Full resolution (JPEG) - On this page / på denna sida - H. 2. 8 januari 1949 - Elektrisk motståndsuppvärmning av stålämnen, av Bror Anderson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
8 januari 194-9
19
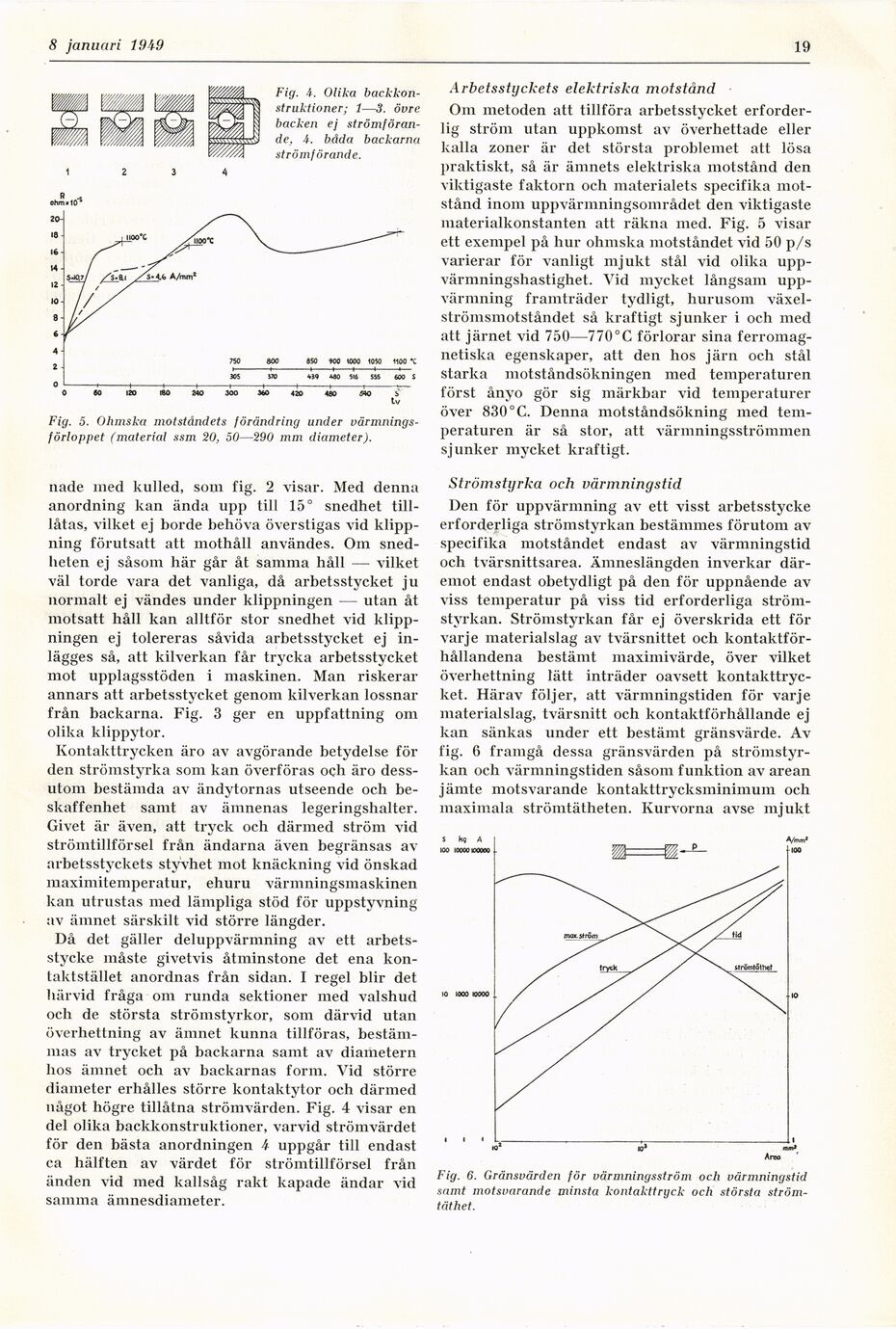
Fig. i. Olika
backkonstruktioner; 1—3. övre
backen ej
strömförande, 4. båda backarna
strömförande.
1 2 3 4
K
ohm »10
Fig. 5. Ohmska motståndets förändring under
värmnings-förloppet (material ssm 20, 50—290 mm diameter).
nåde med kulled, som fig. 2 visar. Med denna
anordning kan ända upp till 15° snedhet
tilllåtas, vilket ej borde behöva överstigas vid
klippning förutsatt att mothåll användes. Om
snedheten ej såsom här går åt samma håll — vilket
väl torde vara det vanliga, då arbetsstycket ju
normalt ej vändes under klippningen - utan åt
motsatt håll kan alltför stor snedhet vid
klippningen ej tolereras såvida arbetsstycket ej
inlägges så, att kilverkan får trycka arbetsstycket
mot upplagsstöden i maskinen. Man riskerar
annars att arbetsstycket genom kilverkan lossnar
från backarna. Fig. 3 ger en uppfattning om
olika klippytor.
Kontakttrycken äro av avgörande betydelse för
den strömstyrka som kan överföras och äro
dessutom bestämda av ändvtornas utseende och
beskaffenhet samt av ämnenas legeringshalter.
Givet är även, att tryck och därmed ström vid
strömtillförsel från ändarna även begränsas av
arbetsstyckets styvhet mot knäckning vid önskad
maximitemperatur, ehuru värmningsmaskinen
kan utrustas med lämpliga stöd för uppstyvning
av ämnet särskilt vid större längder.
Då det gäller deluppvärmning av ett
arbetsstycke måste givetvis åtminstone det ena
kontaktstället anordnas från sidan. I regel blir det
härvid fråga om runda sektioner med valshud
och de största strömstyrkor, som därvid utan
överhettning av ämnet kunna tillföras,
bestämmas av trycket på backarna samt av diametern
hos ämnet och av backarnas form. Vid större
diameter erhålles större kontaktytor och därmed
något högre tillåtna strömvärden. Fig. 4 visar en
del olika backkonstruktioner, varvid strömvärdet
för den bästa anordningen 4 uppgår till endast
ca hälften av värdet för strömtillförsel från
änden vid med källsåg rakt kapade ändar vid
samma ämnesdiameter.
Arbetsstyckets elektriska motstånd
Om metoden att tillföra arbetsstycket
erforderlig ström utan uppkomst av överhettade eller
kalla zoner är det största problemet att lösa
praktiskt, så är ämnets elektriska motstånd den
viktigaste faktorn och materialets specifika
motstånd inom uppvärmningsområdet den viktigaste
materialkonstanten att räkna med. Fig. 5 visar
ett exempel på hur ohmska motståndet vid 50 p/s
varierar för vanligt mjukt stål vid olika
uppvärmningshastighet. Vid mycket långsam
uppvärmning framträder tydligt, hurusom
växelströmsmotståndet så kraftigt sjunker i och med
att järnet vid 750—770°C förlorar sina
ferromag-netiska egenskaper, att den hos järn och stål
starka motståndsökningen med temperaturen
först ånyo gör sig märkbar vid temperaturer
över 830°C. Denna motståndsökning med
temperaturen är så stor, att värmningsströmmen
sjunker mycket kraftigt.
Strömstyrka och värmningstid
Den för uppvärmning av ett visst arbetsstycke
erforderliga strömstyrkan bestämmes förutom av
specifika motståndet endast av värmningstid
och tvärsnittsarea. Ämneslängden inverkar
däremot endast obetydligt på den för uppnående av
viss temperatur på viss tid erforderliga
strömstyrkan. Strömstyrkan får ej överskrida ett för
varje materialslag av tvärsnittet och
kontaktförhållandena bestämt maximivärde, över vilket
överhettning lätt inträder oavsett
kontakttrycket. Härav följer, att värmningstiden för varje
materialslag, tvärsnitt och kontaktförhållande ej
kan sänkas under ett bestämt gränsvärde. Av
fig. 6 framgå dessa gränsvärden på
strömstyrkan och värmningstiden såsom funktion av arean
jämte motsvarande kontakttrycksminimum och
maximala strömtätheten. Kurvorna avse mjukt
Fig. 6. Gränsvärden för värmningsström och värmningstid
samt motsvarande minsta kontakttryck och största
strömtäthet.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}