
Full resolution (JPEG) - On this page / på denna sida - H. 2. 8 januari 1949 - Elektrisk motståndsuppvärmning av stålämnen, av Bror Anderson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20
TEKNISK TIDSKRIFT
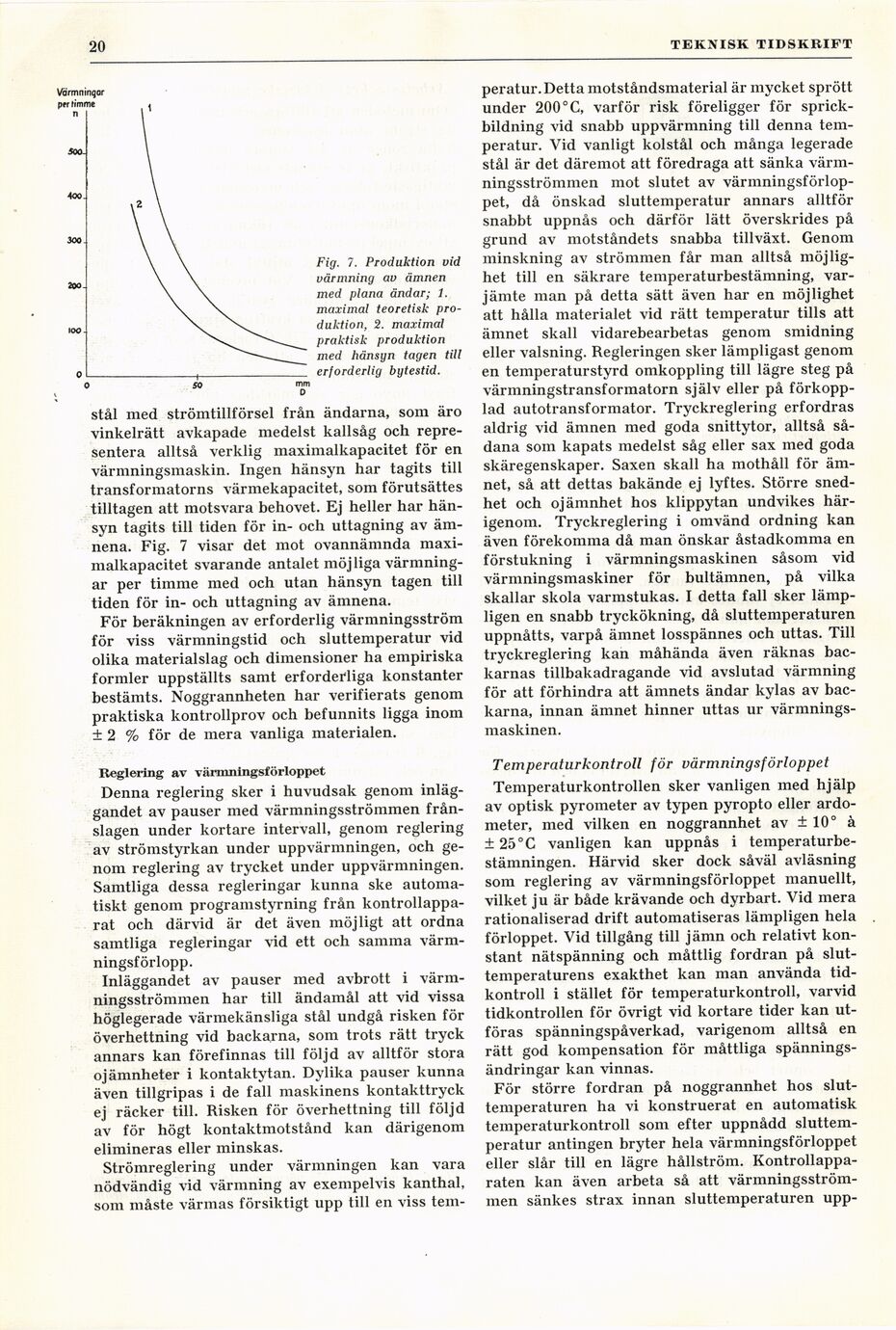
stål med strömtillförsel från ändarna, som äro
vinkelrätt avkapade medelst källsåg och
representera alltså verklig maximalkapacitet för en
värmningsmaskin. Ingen hänsyn har tagits till
transformatorns värmekapacitet, som förutsättes
tilltagen att motsvara behovet. Ej heller har
hänsyn tagits till tiden för in- och uttagning av
ämnena. Fig. 7 visar det mot ovannämnda
maximalkapacitet svarande antalet möjliga
värmning-ar per timme med och utan hänsyn tagen till
tiden för in- och uttagning av ämnena.
För beräkningen av erforderlig värmningsström
för viss värmningstid och sluttemperatur vid
olika materialslag och dimensioner ha empiriska
formler uppställts samt erforderliga konstanter
bestämts. Noggrannheten har verifierats genom
praktiska kontrollprov och befunnits ligga inom
±2 % för de mera vanliga materialen.
Reglering av vänimingsförloppet
Denna reglering sker i huvudsak genom
inläggandet av pauser med värmningsströmmen
frånslagen under kortare intervall, genom reglering
av strömstyrkan under uppvärmningen, och
genom reglering av trycket under uppvärmningen.
Samtliga dessa regleringar kunna ske
automatiskt genom programstyrning från
kontrollapparat och därvid är det även möjligt att ordna
samtliga regleringar vid ett och samma
värm-ningsförlopp.
Inläggandet av pauser med avbrott i
värmningsströmmen har till ändamål att vid vissa
höglegerade värmekänsliga stål undgå risken för
överhettning vid backarna, som trots rätt tryck
annars kan förefinnas till följd av alltför stora
ojämnheter i kontaktytan. Dylika pauser kunna
även tillgripas i de fall maskinens kontakttryck
ej räcker till. Risken för överhettning till följd
av för högt kontaktmotstånd kan därigenom
elimineras eller minskas.
Strömreglering under värmningen kan vara
nödvändig vid värmning av exempelvis kanthal,
som måste värmas försiktigt upp till en viss tem-
peratur. Detta motståndsmaterial är mycket sprött
under 200°C, varför risk föreligger för
sprickbildning vid snabb uppvärmning till denna
temperatur. Vid vanligt kolstål och många legerade
stål är det däremot att föredraga att sänka
värmningsströmmen mot slutet av
värmningsförlop-pet, då önskad sluttemperatur annars alltför
snabbt uppnås och därför lätt överskrides på
grund av motståndets snabba tillväxt. Genom
minskning av strömmen får man alltså
möjlighet till en säkrare temperaturbestämning,
varjämte man på detta sätt även har en möjlighet
att hålla materialet vid rätt temperatur tills att
ämnet skall vidarebearbetas genom smidning
eller valsning. Regleringen sker lämpligast genom
en temperaturstyrd omkoppling till lägre steg på
värmningstransformatorn själv eller på
förkopp-lad autotransformator. Tryckreglering erfordras
aldrig vid ämnen med goda snittytor, alltså
sådana soin kapats medelst såg eller sax med goda
skäregenskaper. Saxen skall ha mothåll för
ämnet, så att dettas bakände ej lyftes. Större
snedhet och ojämnhet hos klippytan undvikes
härigenom. Tryckreglering i omvänd ordning kan
även förekomma då man önskar åstadkomma en
förstukning i värmningsmaskinen såsom vid
värmningsmaskiner för bultämnen, på vilka
skallar skola varmstukas. I detta fall sker
lämpligen en snabb tryckökning, då sluttemperaturen
uppnåtts, varpå ämnet losspännes och uttas. Till
tryckreglering kan måhända även räknas
backarnas tillbakadragande vid avslutad värmning
för att förhindra att ämnets ändar kylas av
backarna, innan ämnet hinner uttas ur
värmningsmaskinen.
Temperaturkontroll för värmningsförloppet
Temperaturkontrollen sker vanligen med hjälp
av optisk pyrometer av typen pyropto eller
ardo-meter, med vilken en noggrannhet av ±10° à
± 25°C vanligen kan uppnås i
temperaturbestämningen. Härvid sker dock såväl avläsning
som reglering av värmningsförloppet manuellt,
vilket ju är både krävande och dyrbart. Vid mera
rationaliserad drift automatiseras lämpligen hela
förloppet. Vid tillgång till jämn och relativt
konstant nätspänning och måttlig fordran på
sluttemperaturens exakthet kan man använda
tidkontroll i stället för temperaturkontroll, varvid
tidkontrollen för övrigt vid kortare tider kan
utföras spänningspåverkad, varigenom alltså en
rätt god kompensation för måttliga
spänningsändringar kan vinnas.
För större fordran på noggrannhet hos
sluttemperaturen ha vi konstruerat en automatisk
temperaturkontroll som efter uppnådd
sluttemperatur antingen bryter hela värmningsförloppet
eller slår till en lägre hållström.
Kontrollapparaten kan även arbeta så att
värmningsströmmen sänkes strax innan sluttemperaturen upp-
Fig. 7. Produktion vid
värmning av ämnen
med plana ändar; 1.
maximal teoretisk
produktion, 2. maximal
praktisk produktion
med hänsyn tagen till
erforderlig bytestid.
n
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}