
Full resolution (JPEG) - On this page / på denna sida - H. 27. 6 augusti 1949 - Modern kabeltillverkning, av Bror Hansson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
13 augusti 1949
503
Kontinutrliq mtrod Tnditicoell mt’od
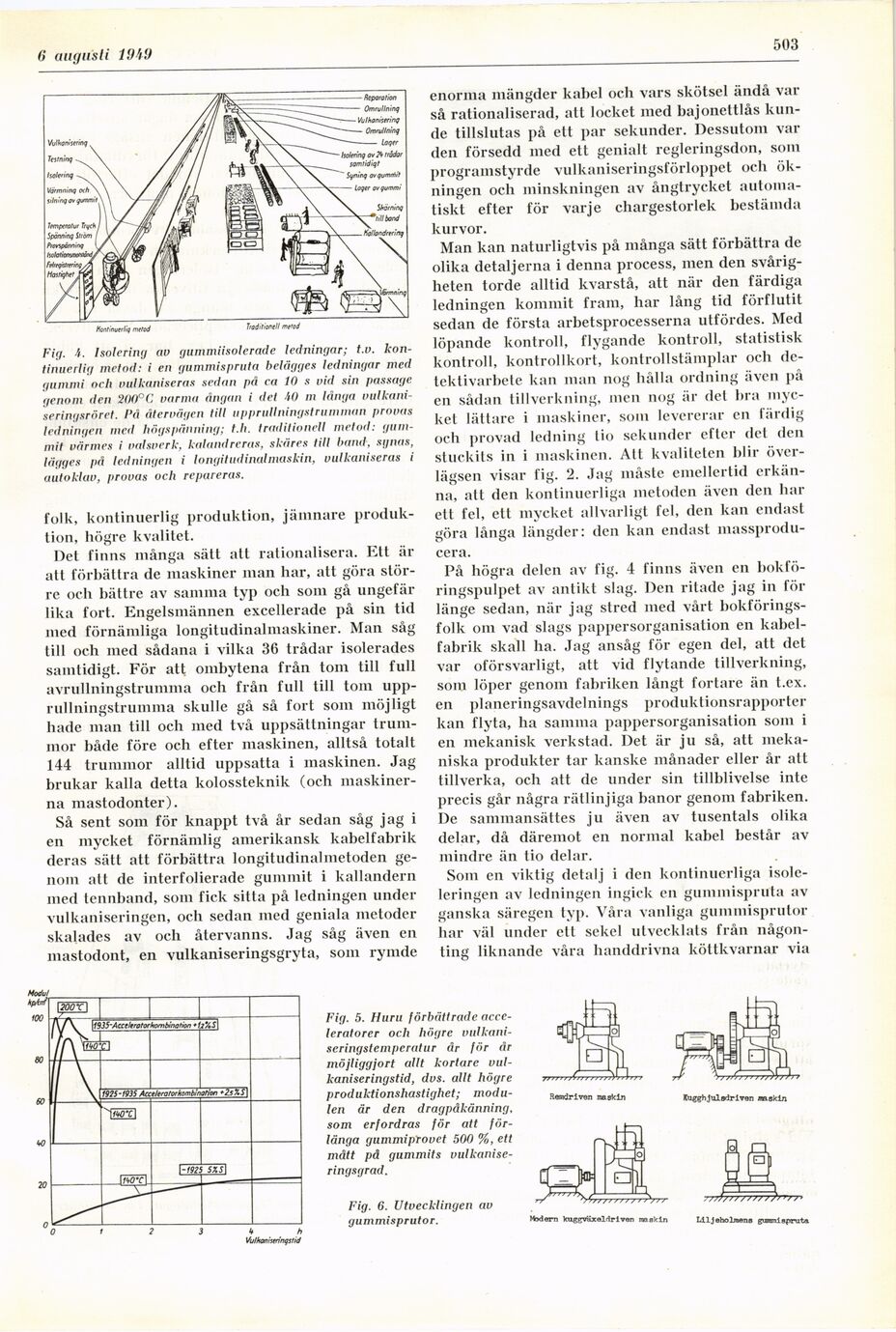
Fig. 4. Isolering av gummiisolerade ledningar; t.v.
kontinuerlig metod: i en gummispruta belägges ledningar med
gummi och vulkaniseras sedan pä ca 10 s vid sin passage
genom den 200°C varma ångan i det 40 m långa
vutkani-seringsröret. På återvägen Ull upprullningstrumnian provas
ledningen med högspänning; t.Ii. traditionell metod:
gummit värmes i valsverk, kalandreras, skäres till band, synas,
lägges på ledningen i longitudinalmaskin, vulkaniseras i
autoklav, provas och repareras.
folk, kontinuerlig produktion, jämnare
produktion, högre kvalitet.
Det finns många sätt att rationalisera. Ett är
att förbättra de maskiner man har, att göra
större och bättre av samma tvp och som gå ungefär
lika fort. Engelsmännen excellerade på sin tid
med förnämliga longitudinalmaskiner. Man såg
till och med sådana i vilka 36 trådar isolerades
samtidigt. För att ombytena från tom till full
avrullningstrumma och från full till tom
upp-rullningstrumma skulle gå så fort som möjligt
hade man till och med två uppsättningar
trummor både före och efter maskinen, alltså totalt
144 trummor alltid uppsatta i maskinen. Jag
brukar kalla detta kolossteknik (och
maskinerna mastodonter).
Så sent som för knappt två år sedan såg jag i
en mycket förnämlig amerikansk kabelfabrik
deras sätt att förbättra longitudinalmetoden
genom att de interfolierade gummit i kallandern
med tennband, som fick sitta på ledningen under
vulkaniseringen, och sedan med geniala metoder
skalades av och återvanns. Jag såg även en
mastodont, en vulkaniseringsgryta, som rymde
enorma mängder kabel och vars skötsel ändå var
så rationaliserad, att locket med bajonettlås
kunde tillslutas på ett par sekunder. Dessutom var
den försedd med ett genialt regleringsdon, som
programstyrde vulkaniseringsförloppet och
ökningen och minskningen av ångtrycket
automatiskt efter för varje chargestorlek bestämda
kurvor.
Man kan naturligtvis på många sätt förbättra de
olika detaljerna i denna process, men den
svårigheten torde alltid kvarstå, att när den färdiga
ledningen kommit fram, har lång tid förflutit
sedan de första arbetsprocesserna utfördes. Med
löpande kontroll, flygande kontroll, statistisk
kontroll, kontrollkort, kontrollstämplar och
dc-tektivarbete kan man nog hålla ordning även på
en sådan tillverkning, men nog är det bra
mycket lättare i maskiner, som levererar en färdig
och provad ledning lio sekunder efter det den
stuckits in i maskinen. Alt kvaliteten blir
överlägsen visar fig. 2. Jag måste emellertid
erkänna, att den kontinuerliga metoden även den
balett fel, ett mycket allvarligt fel, den kan endast
göra långa längder: den kan endast
massproducera.
På högra delen av fig. 4 finns även en
bokfö-ringspulpet av antikt slag. Den ritade jag in för
länge sedan, när jag stred med vårt
bokföringsfolk om vad slags pappersorganisation en
kabelfabrik skall ha. Jag ansåg för egen del, att det
var oförsvarligt, att vid flytande tillverkning,
som löper genom fabriken långt fortare än t.ex.
en planeringsavdelnings produktionsrapporter
kan flyta, ha samma pappersorganisation som i
en mekanisk verkstad. Det är ju så, att
mekaniska produkter tar kanske månader eller år att
tillverka, och att de under sin tillblivelse inte
precis går några rätlinjiga banor genom fabriken.
De sammansättes ju även av tusentals olika
delar, då däremot en normal kabel består av
mindre än tio delar.
Som en viktig detalj i den kontinuerliga
isole-leringen av ledningen ingick en guininispruta av
ganska säregen typ. Våra vanliga gummisprutor
har väl under ett sekel utvecklats från
någonting liknande våra handdrivna köttkvarnar via
Fig. 5. Huru förbättrade
acceleratorer och högre
vulkani-seringstemperatur dr för år
möjliggjort allt kortare
vul-kaniseringstid, dvs. allt högre
produktionshastighet;
modulen är den dragpdkänning.
som erfordras för att
förlänga gummiprovet 500 %, ett
mått på gummits
vulkanise-ringsgrad.
Fig. 6. Utvecklingen av
gummisprutor.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}