
Full resolution (JPEG) - On this page / på denna sida - H. 27. 6 augusti 1949 - Modern kabeltillverkning, av Bror Hansson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
13 augusti 1949
505
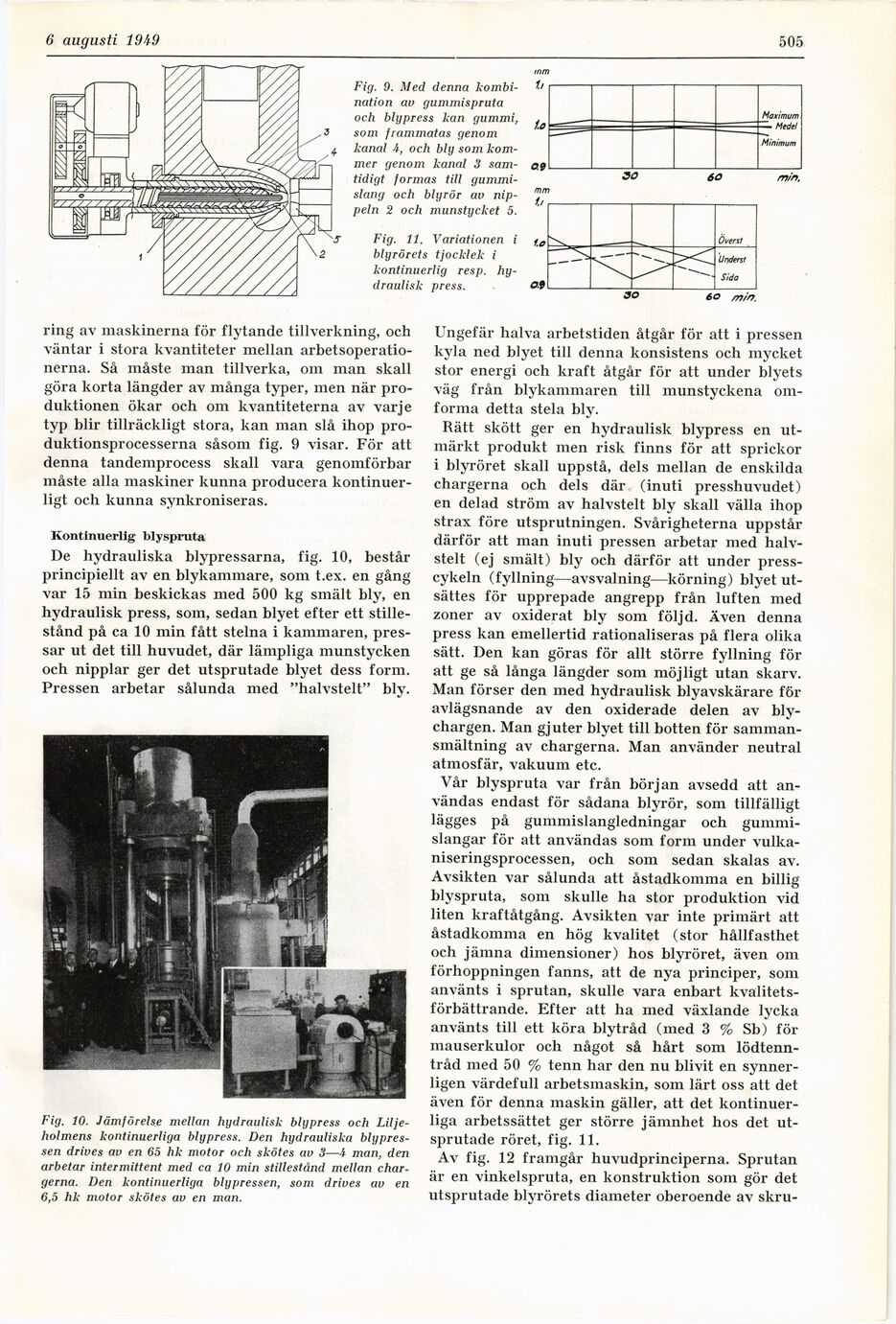
Fig. 9. Med denna
kombination av gummispruta
och blypress kan gummi,
som frammatas genom
kanal i, och bly som
kommer genom kanal 3
samtidigt formas till
gummislang och blyrör av
nip-peln 2 och munstycket 5.
Fig. 11. Variationen i
blyrörets tjocklek i
kontinuerlig resp.
hydraulisk press.
ring av maskinerna för flytande tillverkning, och
väntar i stora kvantiteter mellan
arbetsoperatio-nerna. Så måste man tillverka, om man skall
göra korta längder av många typer, men när
produktionen ökar och om kvantiteterna av varje
typ blir tillräckligt stora, kan man slå ihop
produktionsprocesserna såsom fig. 9 visar. För att
denna tandemprocess skall vara genomförbar
måste alla maskiner kunna producera
kontinuerligt och kunna synkroniseras.
Kontinuerlig blyspruta
De hydrauliska blypressarna, fig. 10, består
principiellt av en blykammare, som t.ex. en gång
var 15 min beskickas med 500 kg smält bly, en
hydraulisk press, som, sedan blyet efter ett
stillestånd på ca 10 min fått stelna i kammaren,
pressar ut det till huvudet, där lämpliga munstycken
och nipplar ger det utsprutade blyet dess form.
Pressen arbetar sålunda med "halvstelt" bly.
Fig. 10. Jämförelse mellan hydraulisk blypress och
Liljeholmens kontinuerliga blypress. Den hydrauliska
blypressen drives av en 65 hk motor och skötes av 3—i man, den
arbetar intermittent med ca 10 min stillestånd mellan
char-gerna. Den kontinuerliga blypressen, som drives av en
6,5 hk motor skötes av en man.
Ungefär halva arbetstiden åtgår för att i pressen
kyla ned blyet till denna konsistens och mycket
stor energi och kraft åtgår för att under blyets
väg från blykammaren till munstyckena
omforma detta stela bly.
Rätt skött ger en hydraulisk blypress en
utmärkt produkt men risk finns för att sprickor
i blyröret skall uppstå, dels mellan de enskilda
chargerna och dels där (inuti presshuvudet)
en delad ström av halvstelt bly skall välla ihop
strax före utsprutningen. Svårigheterna uppstår
därför att man inuti pressen arbetar med
halvstelt (ej smält) bly och därför att under
presscykeln (fyllning—avsvalning—körning) blyet
utsättes för upprepade angrepp från luften med
zoner av oxiderat bly som följd. Även denna
press kan emellertid rationaliseras på flera olika
sätt. Den kan göras för allt större fyllning för
att ge så långa längder som möjligt utan skarv.
Man förser den med hydraulisk blyavskärare för
avlägsnande av den oxiderade delen av
bly-chargen. Man gjuter blyet till botten för
sammansmältning av chargerna. Man använder neutral
atmosfär, vakuum etc.
Vår blyspruta var från början avsedd att
användas endast för sådana blyrör, som tillfälligt
lägges på gummislangledningar och
gummislangar för att användas som form under
vulka-niseringsprocessen, och som sedan skalas av.
Avsikten var sålunda att åstadkomma en billig
blyspruta, som skulle ha stor produktion vid
liten kraftåtgång. Avsikten var inte primärt att
åstadkomma en hög kvalitet (stor hållfasthet
och jämna dimensioner) hos blyröret, även om
förhoppningen fanns, att de nya principer, som
använts i sprutan, skulle vara enbart
kvalitetsförbättrande. Efter att ha med växlande lycka
använts till ett köra blytråd (med 3 % Sb) för
mauserkulor och något så hårt som
lödtenn-tråd med 50 % tenn har den nu blivit en
synnerligen värdefull arbetsmaskin, som lärt oss att det
även för denna maskin gäller, att det
kontinuerliga arbetssättet ger större jämnhet hos det
utsprutade röret, fig. 11.
Av fig. 12 framgår huvudprinciperna. Sprutan
är en vinkelspruta, en konstruktion som gör det
utsprutade blyrörets diameter oberoende av skru-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}