
Full resolution (JPEG) - On this page / på denna sida - H. 16. 22 april 1950 - Självkostnadsberäkning vid mekanisering av järngjuterier, av Oscar Warne
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
i 5 april 1950
357
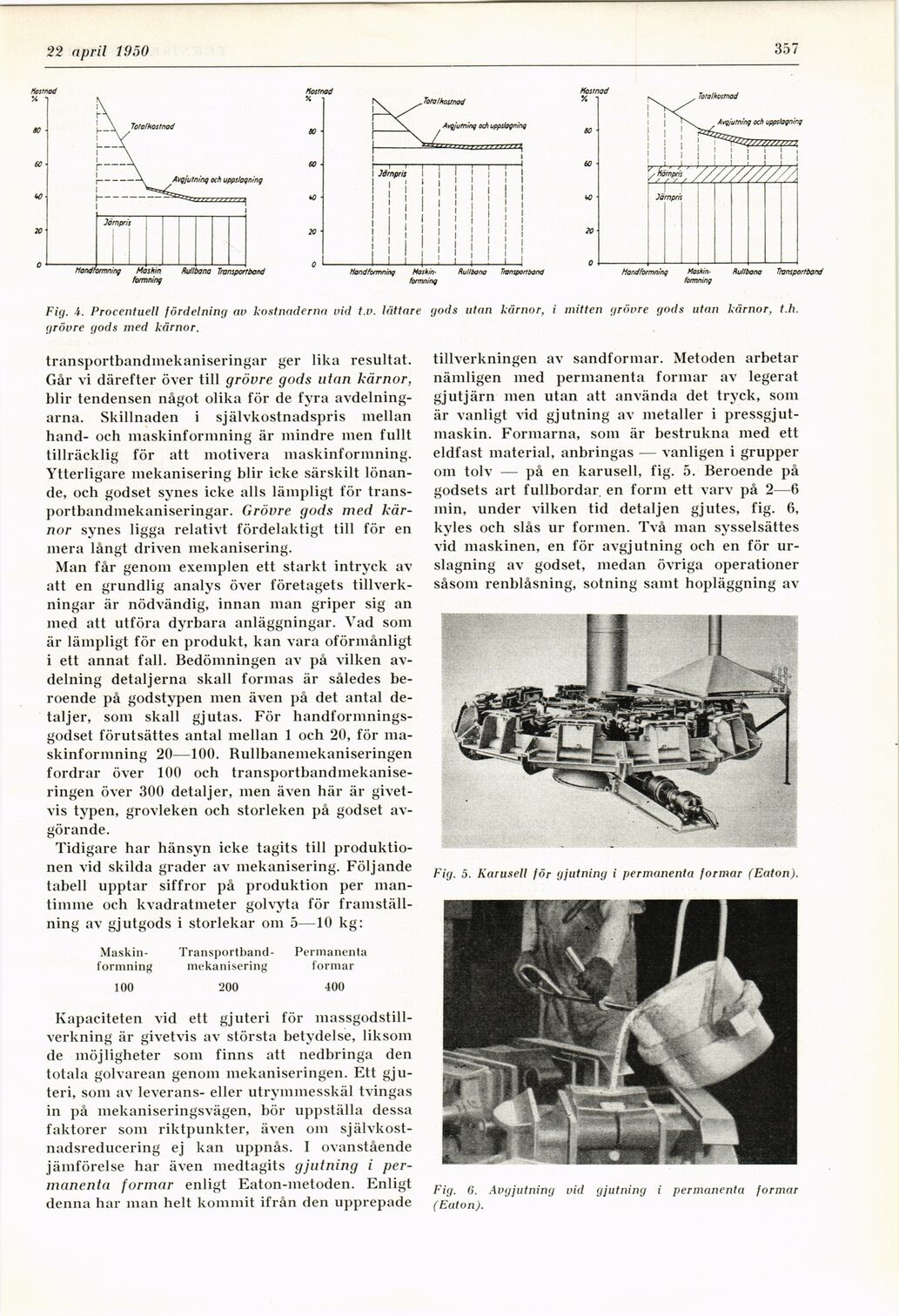
Fig. A. Procentuell fördelning av kostnaderna vid t.v. lättare gods utan kärnor, i mitten grövre gods utan kärnor, t.h.
grövre gods med kärnor.
transportbandmekaniseringar ger lika resultat.
Går vi därefter över till grövre gods utan kärnor,
blir tendensen något olika för de fyra
avdelningarna. Skillnaden i självkostnadspris mellan
hand- och maskinformning är mindre men fullt
tillräcklig för att motivera maskinformning.
Ytterligare mekanisering blir icke särskilt
lönande, och godset synes icke alls lämpligt för
transportbandmekaniseringar. Grövre gods med
kärnor synes ligga relativt fördelaktigt till för en
mera långt driven mekanisering.
Man får genom exemplen ett starkt intryck av
att en grundlig analys över företagets
tillverkningar är nödvändig, innan man griper sig an
med att utföra dyrbara anläggningar. Vad som
är lämpligt för en produkt, kan vara oförmånligt
i ett annat fall. Bedömningen av på vilken
avdelning detaljerna skall formas är således
beroende på godstypen men även på det antal
detaljer, som skall gjutas. För
handformnings-godset förutsättes antal mellan 1 och 20, för
maskinformning 20—100. Rullbanemekaniseringen
fordrar över 100 och
transportbandmekanise-ringen över 300 detaljer, men även här är
givetvis typen, grovleken och storleken på godset
avgörande.
Tidigare har hänsyn icke tagits till
produktionen vid skilda grader av mekanisering. Följande
tabell upptar siffror på produktion per
mantimme och kvadratmeter golvyta för
framställning av gjutgods i storlekar om 5—10 kg:
[-Maskinformning-]
{+Maskin-
formning+}
100
[-Transportband-mekanisering-]
{+Transportband-
mekanisering+}
200
Permanenta
formar
400
Kapaciteten vid ett gjuteri för
massgodstill-verkning är givetvis av största betydelse, liksom
de möjligheter som finns att nedbringa den
totala golvarean genom mekaniseringen. Ett
gjuteri, som av leverans- eller utrymmesskäl tvingas
in på mekaniseringsvägen, bör uppställa dessa
faktorer som riktpunkter, även om
självkostnadsreducering ej kan uppnås. I ovanstående
jämförelse har även medtagits gjutning i
permanenta formar enligt Eaton-metoden. Enligt
denna har man helt kommit ifrån den upprepade
tillverkningen av sandformar. Metoden arbetar
nämligen med permanenta formar av legerat
gjutjärn men utan att använda det tryck, som
är vanligt vid gjutning av metaller i
pressgjut-maskin. Formarna, som är bestrukna med ett
eldfast material, anbringas — vanligen i grupper
om tolv — på en karusell, fig. 5. Beroende på
godsets art fullbordar en form ett varv på 2—6
min, under vilken tid detaljen gjutes, fig. 6,
kyles och slås ur formen. Två man sysselsättes
vid maskinen, en för avgjutning och en för
urslagning av godset, medan övriga operationer
såsom renblåsning, sotning samt hopläggning av
Fig. 5. Karusell för gjutning i permanenta formar (Eaton).
Fig. 6. Avgjutning vid gjutning i permanenta formar
(Eaton).
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}