
Full resolution (JPEG) - On this page / på denna sida - H. 20. 20 maj 1950 - Produktionsplanering och kostnadskontroll, av W B Atchison, Jr
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
13 maj 1950
t 463
vändas för kostnadskontroll av arbetena, i det
dag för dag ackumulerade kostnader kan
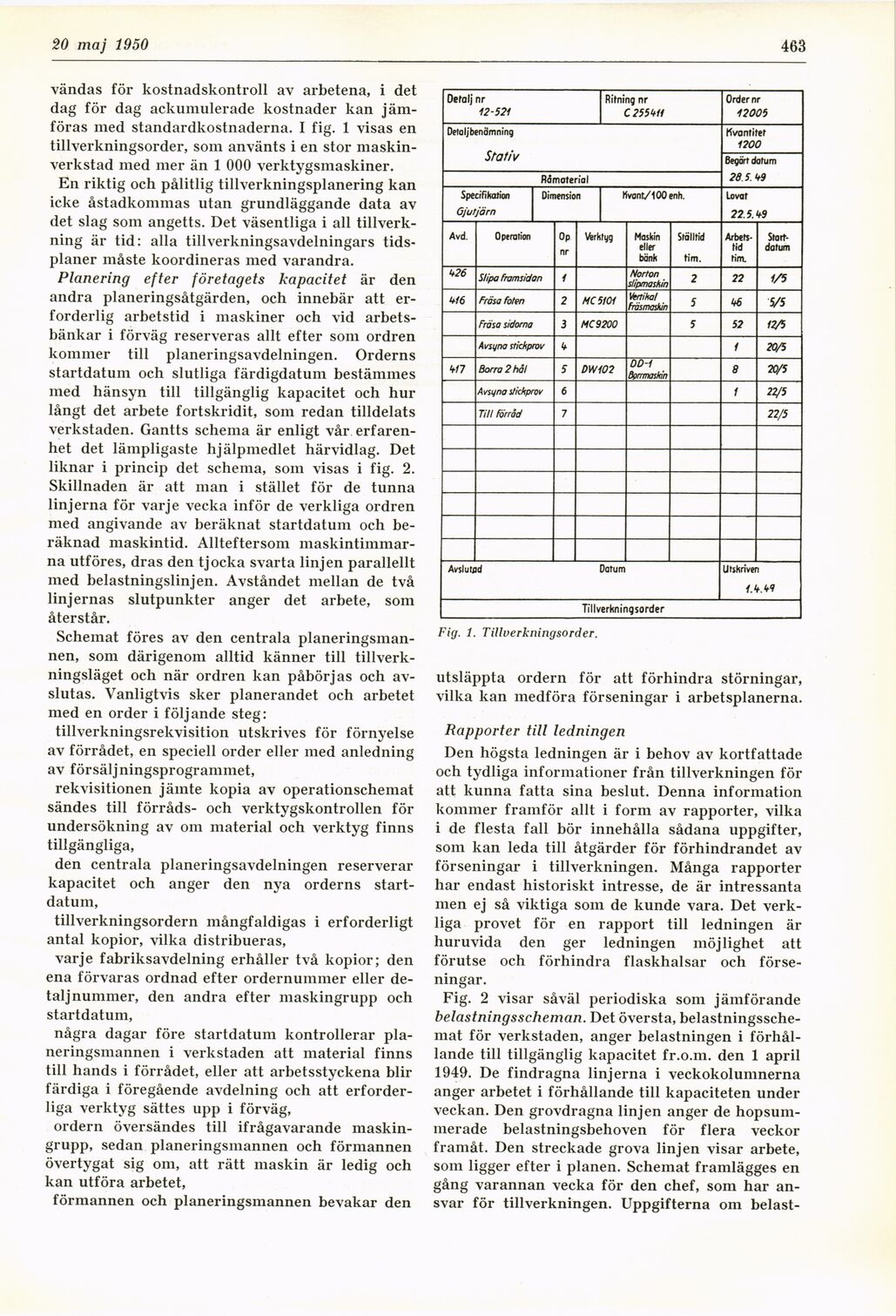
jämföras med standardkostnaderna. I fig. 1 visas en
tillverkningsorder, som använts i en stor
maskinverkstad med mer än 1 000 verktygsmaskiner.
En riktig och pålitlig tillverkningsplanering kan
icke åstadkommas utan grundläggande data av
det slag som angetts. Det väsentliga i all
tillverkning är tid: alla tillverkningsavdelningars
tidsplaner måste koordineras med varandra.
Planering efter företagets kapacitet är den
andra planeringsåtgärden, och innebär att
erforderlig arbetstid i maskiner och vid
arbetsbänkar i förväg reserveras allt efter som ordren
kommer till planeringsavdelningen. Orderns
startdatum och slutliga färdigdatum bestämmes
med hänsyn till tillgänglig kapacitet och hur
långt det arbete fortskridit, som redan tilldelats
verkstaden. Gantts schema är enligt vår
erfarenhet det lämpligaste hjälpmedlet härvidlag. Det
liknar i princip det schema, som visas i fig. 2.
Skillnaden är att man i stället för de tunna
linjerna för varje vecka inför de verkliga ordren
med angivande av beräknat startdatum och
beräknad maskintid. Allteftersom
maskintimmarna utföres, dras den tjocka svarta linjen parallellt
med belastningslinjen. Avståndet mellan de två
linjernas slutpunkter anger det arbete, som
återstår.
Schemat föres av den centrala
planeringsmannen, som därigenom alltid känner till
tillverkningsläget och när ordren kan påbörjas och
avslutas. Vanligtvis sker planerandet och arbetet
med en order i följande steg:
tillverkningsrekvisition utskrives för förnyelse
av förrådet, en speciell order eller med anledning
av försäljningsprogrammet,
rekvisitionen jämte kopia av operationschemat
sändes till förråds- och verktygskontrollen för
undersökning av om material och verktyg finns
tillgängliga,
den centrala planeringsavdelningen reserverar
kapacitet och anger den nya orderns
startdatum,
tillverkningsordern mångfaldigas i erforderligt
antal kopior, vilka distribueras,
varje fabriksavdelning erhåller två kopior; den
ena förvaras ordnad efter ordernummer eller
detalj nummer, den andra efter maskingrupp och
startdatum,
några dagar före startdatum kontrollerar
planeringsmannen i verkstaden att material finns
till hands i förrådet, eller att arbetsstyckena blir
färdiga i föregående avdelning och att
erforderliga verktyg sättes upp i förväg,
ordern översändes till ifrågavarande
maskingrupp, sedan planeringsmannen och förmannen
övertygat sig om, att rätt maskin är ledig och
kan utföra arbetet,
förmannen och planeringsmannen bevakar den
Fig. 1. Tillverkningsorder.
utsläppta ordern för att förhindra störningar,
vilka kan medföra förseningar i arbetsplanerna.
Rapporter till ledningen
Den högsta ledningen är i behov av kortfattade
och tydliga informationer från tillverkningen för
att kunna fatta sina beslut. Denna information
kommer framför allt i form av rapporter, vilka
i de flesta fall bör innehålla sådana uppgifter,
som kan leda till åtgärder för förhindrandet av
förseningar i tillverkningen. Många rapporter
har endast historiskt intresse, de är intressanta
men ej så viktiga som de kunde vara. Det
verkliga provet för en rapport till ledningen är
huruvida den ger ledningen möjlighet att
förutse och förhindra flaskhalsar och
förseningar.
Fig. 2 visar såväl periodiska som jämförande
belastnings scheman. Det översta,
belastningsschemat för verkstaden, anger belastningen i
förhållande till tillgänglig kapacitet fr.o.m. den 1 april
1949. De findragna linjerna i veckokolumnerna
anger arbetet i förhållande till kapaciteten under
veckan. Den grovdragna linjen anger de
hopsummerade belastningsbehoven för flera veckor
framåt. Den streckade grova linjen visar arbete,
som ligger efter i planen. Schemat framlägges en
gång varannan vecka för den chef, som har
ansvar för tillverkningen. Uppgifterna om beläst-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}