
Full resolution (JPEG) - On this page / på denna sida - H. 33. 16 september 1950 - Två moderna svenska verkstäder. Aseas nya Emausverkstad, av Sölve Zanders
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
798
TEKNISK TIDSKRIFT
gasskärning, klippning i maskinsax eller
bock-ning. Statorn, som alltefter storlek är delad i
två, fyra eller, som för Harsprånget, i sex delar,
bygges sedan ihop på i golvnivån liggande gjutna
eller svetsade planskivor, varefter den flyttas
över för färdigsvetsning. Då statorn är
färdig-svetsad, transporteras den in i det nordligaste
skeppet för bearbetning (hopfräsning eller
hop-hvvling i delningsplanen, borrning etc.) i de
tunga arbetsmaskinerna 4.
Då statorns delar är bearbetade,
transporteras dessa ut för svarvning i skeppet intill, där
9 m svarven (i är placerad, riktas upp och
skruvas ihop på svarvens planskiva och svarvas.
Därefter går den åter efter svarvningen in i
nordligaste skeppet för att på plåtläggningsplanen 7
Fig. 11. Svarvning av stator i 9,1 m vertikalsvarv.
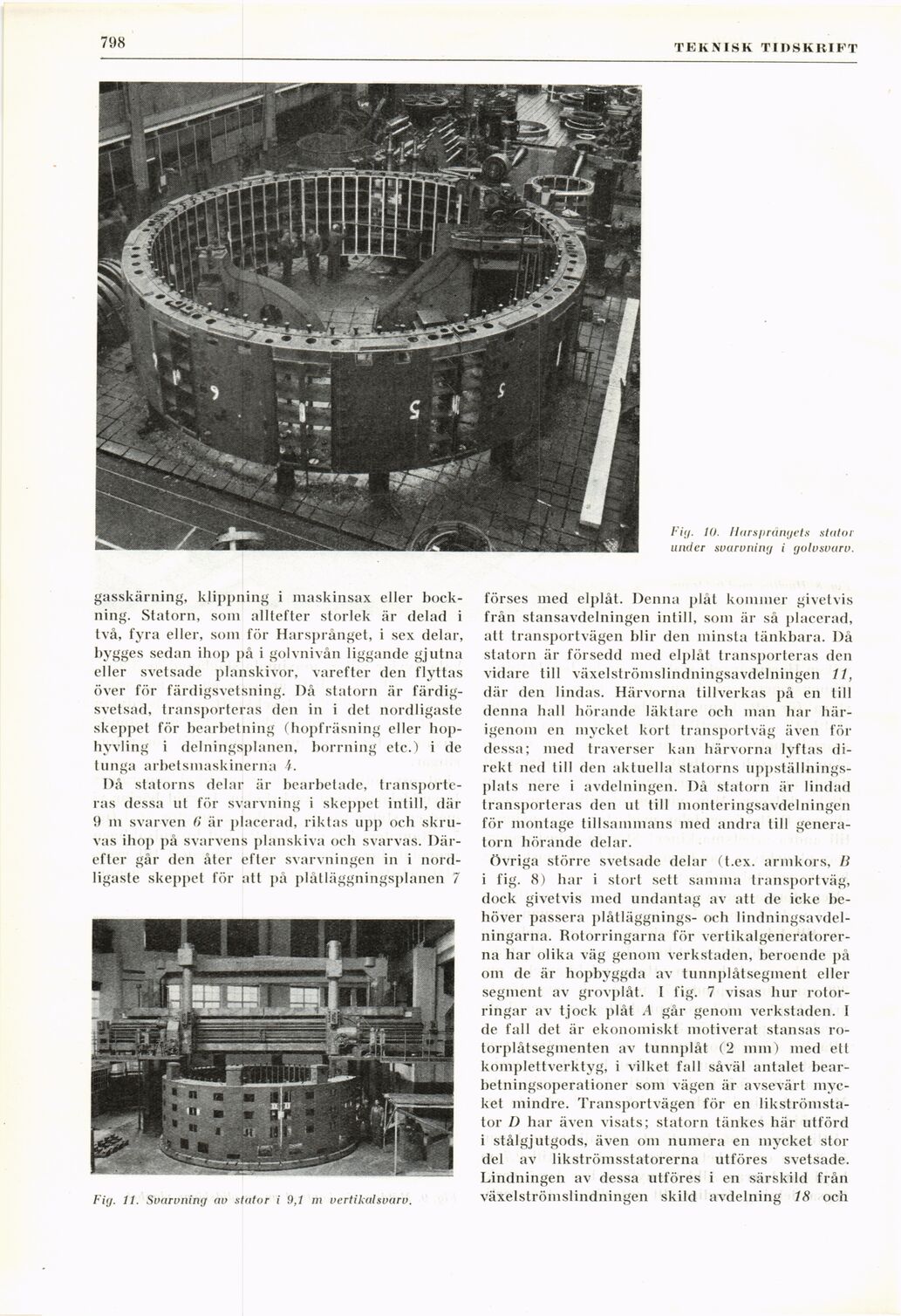
Fig. 10. Harsprangets stator
under svarvning i golvsvarv.
förses med elplåt. Denna plåt kommer givetvis
från stansavdelningen intill, som är så placerad,
att transportvägen blir den minsta tänkbara. Då
statorn är försedd med elplåt transporteras den
vidare till växelströmslindningsavdelningen 11,
där den lindas. Härvorna tillverkas på en till
denna hall hörande läktare och man har
härigenom en mycket kort transportväg även för
dessa; med traverser kan härvorna lyftas
direkt ned till den aktuella statorns
uppställningsplats nere i avdelningen. Då statorn är lindad
transporteras den ut till monteringsavdelningen
för montage tillsammans med andra till
generatorn hörande delar.
Övriga större svetsade delar (t.ex. armkors, li
i fig. 8) har i stort sett samma transportväg,
dock givetvis med undantag av att de icke
behöver passera plåtläggnings- och
lindningsavdel-ningarna. Rotorringarna för
vertikalgeneratorerna har olika väg genom verkstaden, beroende på
0111 de är hopbyggda av tunnplåtsegment eller
segment av grovplåt. I fig. 7 visas hur
rotor-ringar av tjock plåt .4 går genom verkstaden. I
de fall det är ekonomiskt motiverat stansas
ro-torplåtsegmenten av tunnplåt (2 mm) med ett
komplettverktyg, i vilket fall såväl antalet
bearbetningsoperationer som vägen är avsevärt
mycket mindre. Transportvägen för en
likströmsta-tor D har även visats; statorn tänkes här utförd
i stålgjutgods, även om numera en mycket stor
del av likströmsstatorerna utföres svetsade.
Lindningen av dessa utföres i en särskild från
växelströmslindningen skild avdelning 18 och
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}