
Full resolution (JPEG) - On this page / på denna sida - H. 42. 18 november 1950 - Olika faktorers inverkan på en bils bensinförbrukning, av EBr - Kontinuerlig rengöring av gjutgods, av sah - Kontinuerligt rörsvetsverk, av Veijo Kokkonen
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
108-4
TEKNISK TIDSKRIFT
måste han bestämma sig vid inköpet. Extra stor
bränsleekonomi erhålles därvid på bekostnad av diverse
fördelar: utrymme, accelerationsförmåga, toppfart etc. I regel
är varje standardbil, som redan sagts, en noggrant
övervägd kompromiss, och varje mekaniskt ingrepp av
bilägaren i konstruktionen kommer att störa denna tekniska
balans och därigenom vara till skada-
Men den enskilde bilägaren kan likväl göra mycket för
att hålla ned bränsleförbrukningen väsentligt: motor och
chassi skall alltid vara i gott mekaniskt skick, vilket även
gäller den elektriska utrustningen. Smörjningen måste
skötas efter föreskrifter, ringtryck dagligen kontrolleras.
Reducerad medelhastighet och jämnast möjliga körsätt
är väsentliga medel att spara bensin (R J Greenshields i
SAE J. mars 1950). EBr
Kontinuerlig rengöring av gjutgods. Fem ton gjutgods
per timme rengöres med hjälp av två man i en
kontinuerlig, 25 m lång anläggning, som används i den amerikanska
bilindustrin.
Det rensade gjutgodset lastas på tråg av stålgjutgods och
föres på ett band genom en ugn, där det
spänningsutglöd-gas vid 650° under lVß h. Därefter doppas gjutgodset i ett
smält saltbad vid 350°C, bestående av 95 %
natrium-hydroxid och 5 ’% natriumnitrid och -nitrat. Gjutgodset
sköljs sedan i ett vattenbad och går därifrån till en 15 %
saltsyrelösning, varefter det åter sköljs i vatten. Sist
doppas gjutgodset i en emulsion av en del olja i tjugo delar
vatten (Foundry aug. 1950). sah
Kontinuerligt rörsvetsverk. Ett nytt svenskt
kontinuerligt rörsvetsverk, byggt av Aseasvets, arbetar med
bandmaterial, vars tjocklek varierar mellan 0,8 och 3,75 mm.
Ytterdiametern på det färdiga röret ligger mellan 12 och
75,5 mm. Det genom svetsning skarvade bandet lindas först
på en bandvinda. Från vindan matas bandet genom en
kantsax, där rätt dimension och rena kanter erhålles
(fig. 1). Härefter går bandet genom ett formverk
bestående av ett antal horisontal- och verfikalvalsstolar och
bockas ihop till ett rörämne.
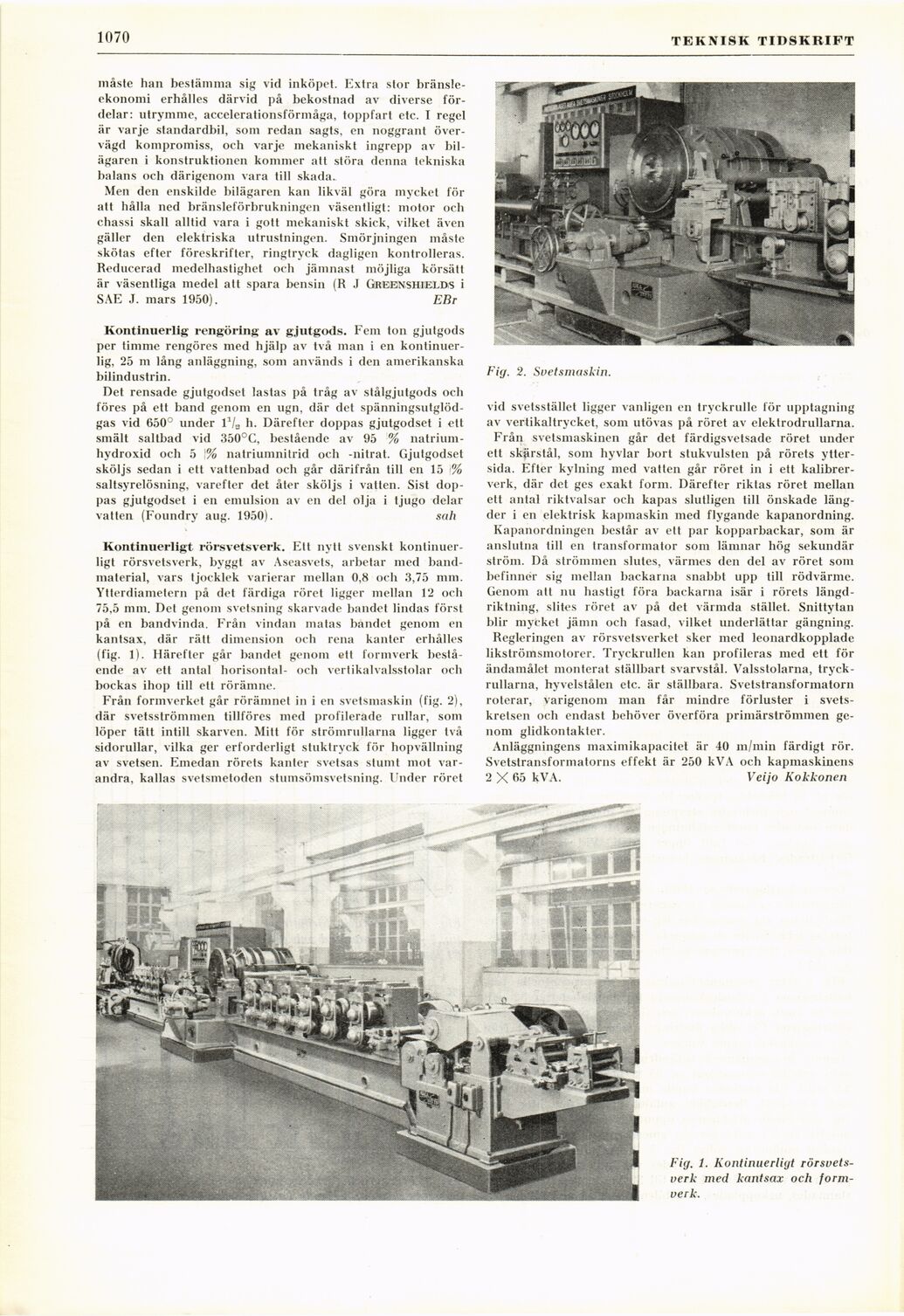
Från formverket går rörämnet in i en svetsmaskin (fig. 2),
där svetsströmmen tillföres med profilerade rullar, som
löper tätt intill skarven. Mitt för strömrullarna ligger två
sidorullar, vilka ger erforderligt stuktryck för hopvällning
av svetsen. Emedan rörets kanter svetsas stumt mot
varandra, kallas svetsmetoden stumsömsvetsning. Under röret
Fig. 2. Svetsmaskin.
vid svetsstället ligger vanligen en tryckrulle för upptagning
av vertikaltrycket, som utövas på röret av elektrodrullarna.
Från svetsmaskinen går det färdigsvetsade röret under
ett skärstål, som hyvlar bort stukvulsten på rörets
yttersida. Efter kylning med vatten går röret in i ett
kalibrer-verk, där det ges exakt form. Därefter riktas röret mellan
ett antal riktvalsar och kapas slutligen till önskade
längder i en elektrisk kapmaskin med flygande kapanordning.
Kapanordningen består av ett par kopparbackar, som är
anslutna till en transformator som lämnar hög sekundär
ström. Då strömmen slutes, värmes den del av röret som
befinner sig mellan backarna snabbt upp till rödvärme.
Genom att nu hastigt föra backarna isär i rörets
längdriktning, slites röret av på det värmda stället. Snittytan
blir mycket jämn och fasad, vilket underlättar gängning.
Regleringen av rörsvetsverket sker med leonardkopplade
likströmsmotorer. Tryckrullen kan profileras med ett för
ändamålet monterat ställbart svarvstål. Valsstolarna,
tryckrullarna, hyvelstålen etc. är ställbara. Svetstransformatorn
roterar, varigenom man får mindre förluster i
svets-kretsen oc.h endast behöver överföra primärströmmen
genom glidkontakter.
Anläggningens maximikapacitet är 40 m/min färdigt rör.
Svetstransformatorns effekt är 250 kVA och kapmaskinens
2 X 65 kVA. Veijo Kokkonen
Fig. 1. Kontinuerligt
rörsvetsverk med kantsax och
form-verk.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}