
Full resolution (JPEG) - On this page / på denna sida - H. 7. 17 februari 1951 - Tryckluft inom industrin, av Johan Munck af Rosenschöld

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
17 februari 1951
w. 123
i regel stora serier för att den skall löna sig.
Ibland kan man emellertid med hjälp av luft
mäta på ställen, där det är praktiskt taget
omöjligt att komma åt med andra mätmetoder, och
då användes den även vid små stycketal.
Tryckluft för manövrering
När tryckluften användes för manövrering eller
automatisering av maskiner och förlopp sker
detta mycket ofta med hjälp av en luftcylinder.
En sådan kan appliceras på ett stort antal sätt,
fig. 10. För att ge impulsen till rörelsen finns
en mångfald olika variationer av ventiler, som
manövreras med handen, foten, av ett stopp eller
en kurva. Vanligt är också elektropneumatiska
system, i vilka en ström, som öppnar en
magnet-ventil, ger impulsen till manöver.
Dörrar kan manövreras pneumatlskt, varvid
impulsen till öppning ges av en fotocell, fig. 11.
Stängningen sker viss tid efter det dörren
öppnat, såvida ej en ny öppningsimpuls kommit.
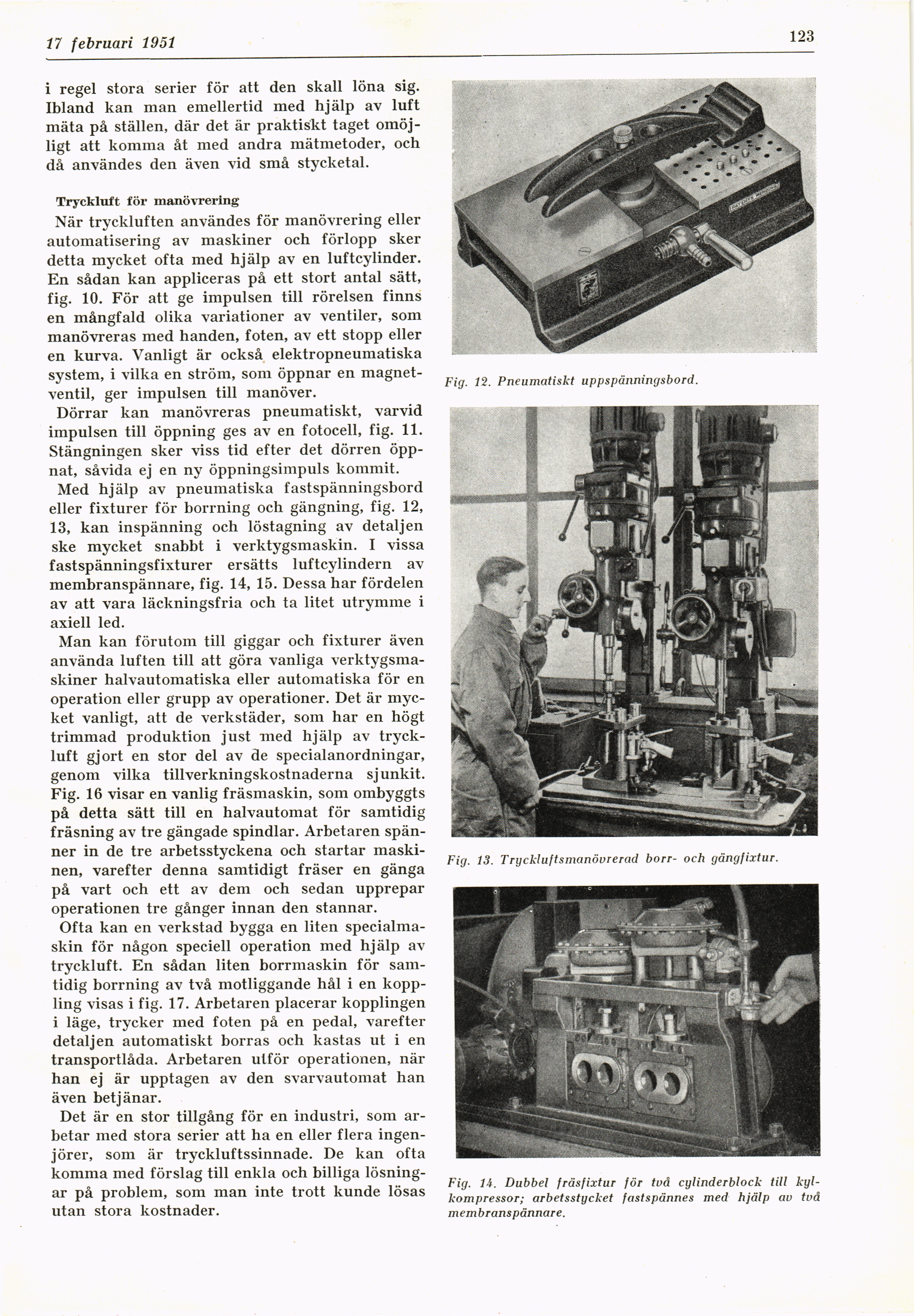
Med hjälp av pneumatiska fastspänningsbord
eller fixturer för borrning och gängning, fig. 12,
13, kan inspänning och löstagning av detaljen
ske mycket snabbt i verktygsmaskin. I vissa
fastspänningsfixturer ersätts luftcylindern av
membranspännare, fig. 14, 15. Dessa har fördelen
av att vara läckningsfria och ta litet utrymme i
axiell led.
Man kan förutom till giggar och fixturer även
använda luften till att göra vanliga
verktygsmaskiner halvautomatiska eller automatiska för en
operation eller grupp av operationer. Det är
mycket vanligt, att de verkstäder, som har en högt
trimmad produktion just med hjälp av
tryckluft gjort en stor del av de specialanordningar,
genom vilka tillverkningskostnaderna sjunkit.
Fig. 16 visar en vanlig fräsmaskin, som ombyggts
på detta sätt till en halvautomat för samtidig
fräsning av tre gängade spindlar. Arbetaren
spänner in de tre arbetsstyckena och startar
maskinen, varefter denna samtidigt fräser en gänga
på vart och ett av dem och sedan upprepar
operationen tre gånger innan den stannar.
Ofta kan en verkstad bygga en liten
specialmaskin för någon speciell operation med hjälp av
tryckluft. En sådan liten borrmaskin för
samtidig borrning av två motliggande hål i en
koppling visas i fig. 17. Arbetaren placerar kopplingen
i läge, trycker med foten på en pedal, varefter
detaljen automatiskt borras och kastas ut i en
transportlåda. Arbetaren utför operationen, när
han ej är upptagen av den svarvautomat han
även betjänar.
Det är en stor tillgång för en industri, som
arbetar med stora serier att ha en eller flera
ingenjörer, som är tryckluftssinnade. De kan ofta
komma med förslag till enkla och billiga
lösningar på problem, som man inte trott kunde lösas
utan stora kostnader.
Fig. 12. Pneumatiskt uppspänningsbord.
Fig. 13. Tryckluftsmanövrerad borr- och gängfixtur.
Fig. 14. Dubbel fräsfixtur för två cylinderblock till
kyl-kompressor; arbetsstycket fastspännes med hjälp av två
membranspännare.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}