
Full resolution (JPEG) - On this page / på denna sida - H. 20. 19 maj 1951 - Nya metoder - Centrifugalgjutning av mässing, av SHl - Skördemaskiner för ärter, av WS - Hålplank för flygfält, av sah - Kylning av sändarrör genom förångning av vatten, av Dag Schreiber
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 maj 1951
Fig. 2. Dragning genom skarpkantad dragskiva.
mar uppstår lätt seglingar, som är till stor nackdel vid
efterföljande valsning eller dragning. Orsaken härtill är,
att götet stelnar sist i mitten, där det därför får en annan
struktur än i de yttre delarna, som icke är omgivna av
fasta kristaller. Vid Soro-processen stelnar däremot ringen
i lager utifrån och in, varvid den flytande fasen ständigt
rör sig i förhållande lill den fasla. Därför ger den göt,
som är fullständigt lria från segringar.
Bildning av en oxidhinna på metallströmmens vla
förekommer vid alla gjutprocesser och den borde bli särskilt
störande vid Soro-processen, då beröringsytan luft-metall
vid denna är stor. Emellertid kompenseras denna effekt
tydligen av centrifugalkraften, och den flytande metallens
rörelse, ty undersökningar av snitt har visat närvaro av
mycket liten mängd främmande ämnen i metallen. Detta
förhållande framgår även av götets mekaniska egenskaper,
som tillåter uträtning av ringar med upp lill 30 mm
gods-Ijocklek utan hamring.
Mässingsbult framställd enligt Soro-processen har
finkri-stalliniskt och jämnt gods utan tendens till bestämd
kristall-orientering. Därför kan produkten smidas i alla riktningar,
och dess förmåga till deformation utan brott är mycket
stor. Största delen av den mässing, som gjuts enligt
Soro-processen smids eller stukas till färdiga produkter eller till
ämnen för kalldragning.
Soro-processen kan icke konkurrera med valsverken vid
framställning av standardkvaliteter, men den erbjuder
betydande fördelar vid framställning av relativt små
mängder stavar av speciella legeringar. Vidare kan den visa sig
lämplig för tillverkning av band av kompoundmetaller, då
den vanligen använda metoden ined hopsvetsning av
metallerna och valsning (Tekn. T. 1951 s. 401) är ganska
komplicerad (B Gen diers i Foundry Trade J. 28 sept. 1950). SHl
Skördemaskiner tör ärter. De svårigheter alt skörda
åkerärter med maskin, vilka ofta uppträder och som synes
ha vållat en icke önskvärd tillhakagång av ärtodlingen in-
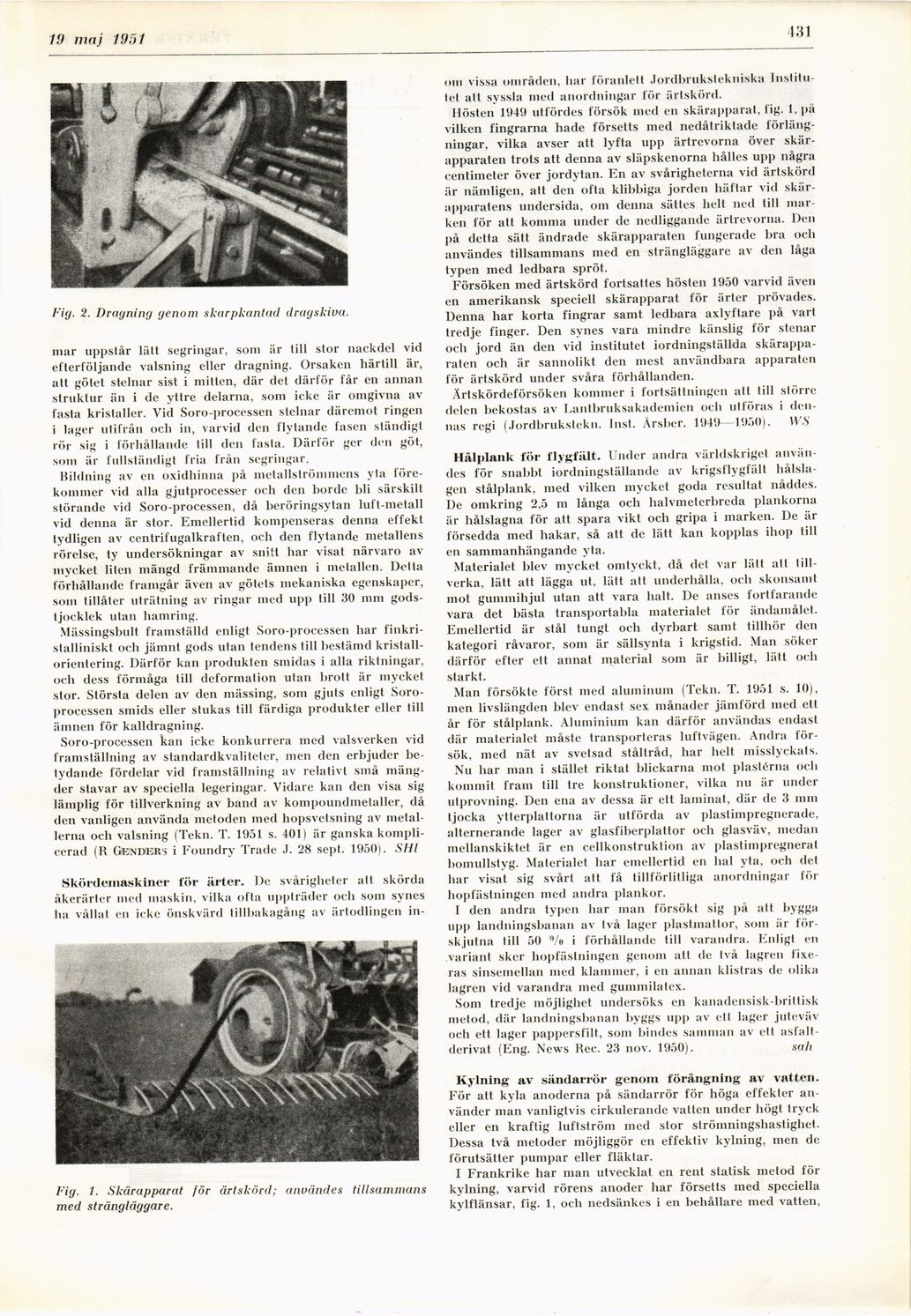
Fig. 1. Skärapparat för ärt skörd; användes tillsammans
med strängläggare.
431
om vissa områden, har föranlett Jordbrukstekniska
Institutet alt syssla med anordningar för ärtskörd.
Hösten 1949 utfördes försök med en skärapparat, l ig. 1, pä
vilken fingrarna hade försetts med nedåtriktade
förlängningar, vilka avser att lyfta upp ärtrevorna över
skärapparaten trots att denna av släpskenorna hålles upp några
centimeter över jordytan. En av svårigheterna vid ärtskörd
är nämligen, att den ofta klibbiga jorden häftar vid
skärapparatens undersida, om denna sättes helt ned lill
marken för att komma under de nedliggande ärtrevorna. Den
på detta sätt ändrade skärapparaten fungerade bra ocli
användes tillsammans med en strängläggare av den låga
typen med ledbara spröt.
Försöken med ärtskörd fortsattes hösten 1950 varvid även
en amerikansk speciell skärapparat för ärter prövades.
Denna har korta fingrar samt ledbara axlyftare på vart
tredje finger. Den synes vara mindre känslig för stenar
och jord än den vid institutet iordningställda
skärapparaten och är sannolikt den mest användbara apparaten
för ärtskörd under svåra förhållanden.
Ärtskördeförsöken kommer i fortsättningen all till större
delen bekostas av Lantbruksakademien och utföras i
dennas regi (Jordbrukstekn. Inst. Ärsber. 1949—1950). WS
Hälplank tör flygfält. Under andra världskriget
användes för snabbt iordningställande av krigsflygfält
hålslagen stålplank, med vilken mycket goda resultat nåddes.
De omkring 2,5 m långa och halvmeterbreda plankorna
är hålslagna för att spara vikt och gripa i marken. De är
försedda med hakar, så att de lätt kan kopplas ihop till
en sammanhängande yta.
Materialet blev mycket omtyckt, då det var lätt att
tillverka, lätt att lägga ut. lätt att underhålla, och skonsamt
mot gummihjul utan att vara halt. De anses fortfarande
vara det bästa transportabla materialet för ändamålet.
Emellertid är stål tungt och dyrbart samt tillhör den
kategori råvaror, som är sällsynta i krigstid. Man söker
därför efter ett annat material som är billigt, lätt och
starkt.
Man försökte först med aluminum (Tekn. T. 1951 s. 10),
men livslängden blev endast sex månader jämförd ined ett
år för stålplank. Aluminium kan därför användas endast
där materialet måste transporteras luftvägen. Andra
försök, med nät av svetsad ståltråd, har belt misslyckats.
Nu har man i stället riktat blickarna mot plastérna och
kommit fram till tre konstruktioner, vilka nu är under
utprovning. Den ena av dessa är ett laminat, där de 3 mm
tjocka ytterplattorna är utförda av plastimpregnerade,
alternerande lager av glasfiberplattor och glasväv, medan
mellanskiktet är en cellkonstruktion av plastimpregnerat
bomullstyg. Materialet har emellertid en hal yta, och det
har visat sig svårt att få tillförlitliga anordningar för
hopfästningen med andra plankor.
I den andra typen har man försökt sig på att bygga
upp landningsbanan av två lager plaslmattor, som är
förskjutna lill 50 °/o i förhållande lill varandra. Enlig| en
variant sker hopfästningen genom att de två lagren
fixeras sinsemellan med klämmer, i en annan klistras de olika
lagren vid varandra ined gummilatex.
Som tredje möjlighet undersöks en kanadensisk-brittisk
metod, där landningsbanan byggs upp av ett lager juteväv
och ett lager pappersfilt, som bindes samman av ett
asfaltderivat (Eng. News Bec. 23 nov. 1950). sah
Kylning av sändarrör genom förångning av vatten.
För att kyla anoderna på sändarrör för höga effekter
använder man vanligtvis cirkulerande vatten under högt tryck
eller en kraftig luftström med stor strömningshastighet.
Dessa två metoder möjliggör en effektiv kylning, men de
förutsätter pumpar eller fläktar.
I Frankrike har man utvecklat en rent statisk metod för
kylning, varvid rörens anoder har försetts med speciella
kylflänsar, fig. 1, ocli nedsänkes i en behållare med vatten,
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}