
Full resolution (JPEG) - On this page / på denna sida - H. 24. 16 juni 1951 - Nya metoder - Walter-maskineri för drift av ubåtar, av Wll - Förspänd betong för vägbeläggning, av G Lbg - Elkraft ur havsvattnets värme, av Wll - Varmdragning av ihåliga flygpropellerblad, av sah - Metallimpregnerat trä, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
16 juni 1951
525
i en gasavskiljare, komprimeras och släppes ut i sjön.
Koldioxiden är löslig i vatten, och på minst 18—20 m
djup får man icke kvar några gasblåsor, som kan röja
ubåten.
Driften av ett Walter-maskineri är mycket dyrbar. Det
erfordras ca 10 gånger så stor vikt ingolin som olja, och
ingolin kostar 60—80 gånger så mycket som brännolja per
kg. Driftkostnaden blev därför ca 1 000 gånger så hög som
vid en ångturbin- eller dieselmotoranläggning (S
Samzelius i T. Sjöväsendet febr. 1951). Wll
Förspänd betong för vägbeläggning. På en tvåfilig
landsväg i Sussex, England, har man utfört en 120 m lång
provsträcka med betongbeläggning, som förspänts på
platsen. Avsikten härmed är att motverka sprickbildning i
beläggningen, minska antalet dilationsfogar och sänka
underhållskostnaderna. Såsom nackdelar framhålles
svårigheten att laga skadade bitar av beläggningen och de mera
komplicerade fogarna vid stora fogavstånd.
Förspänningen skall uppgå till 15 kp/cm2, varav hälften,
sedan förankringarna lossats, skall återstå på grund av
friktionen mot underlaget. Den åstadkommes av tolv 28
mm stållinor, som spännes i rutor med 18,5° vinkel mot
vågriktningen och förankras vid ändpunkterna av
försökssträckan.
Betongtjockleken är 15 cm, vilket enligt erfarenheter från
andra håll visat sig tillräckligt för normal vägbelastning.
Underlaget består av 10 cm slagg, som täcktes av ett tunt
lager sand och belades med vattentätt papper. Det
dräne-rades med 7,5 cm tegelrör. Vid sidorna göts särskilda
betonglister, 15 cm tjocka och 30 cm breda.
Förspänningslinorna hölls fria från betongen genom
plåt-omklädnad. Avståndet mellan linorna var 2,25 m.
Förspänningen utfördes tre veckor efter gjutningen med hjälp av
fyra dubbelverkande domkrafter (Engn. News-Rec. 12 apr.
1951). G Lbg
Elkraft ur havsvattnets värme. I tropikerna är
skillnaden i temperatur mellan vattnet i havsytan och vattnet
på större djup så stor, att man kan tänka sig att utnyttja
havsvattnets värme för alstring av elkraft.
I Abidjan på Afrikas västkust skall man bygga en
experimentanläggning med två maskinenheter på 3 500 kW
vardera. Temperaturfallet från havsytan till 400 m djup är
här ca 20°C under 10 månader, dvs. ca 7 000 h per år.
Vatten från havsytan tillföres anläggningen och får avge
ånga, som driver en turbin och sedan kondenseras med
hjälp av kallt vatten, som pumpas upp från större djup.
För en turbingenerator på 15 000 kW beräknas en
pumpanläggning på 4 000 kW och en luftpump på 1 000 kW,
så att nettoeffekten för denna anläggning skulle bli 10 000
kW. Anläggningskostnaderna beräknas bli av samma
storleksordning som för en vattenkraftanläggning.
De erforderliga vattenmängderna blir stora. För nämnda
15 000 kW anläggning erfordras 40 m8/s varmt ytvatten och
14 mVs kallt vatten. Turbinhjulet skulle få en diameter av
14 m och vid vertikal uppställning skulle
turbinanläggning-en med evaporator och kondensor få en diameter av 36 m
och en höjd av 18 m.
Driftkostnaderna beräknas bli ungefär som för en
vatten-kraftstation, och liksom i en sådan blir det inte någon
kostnad för drivmedlet (Times Rev. Ind. maj 1951). Wll
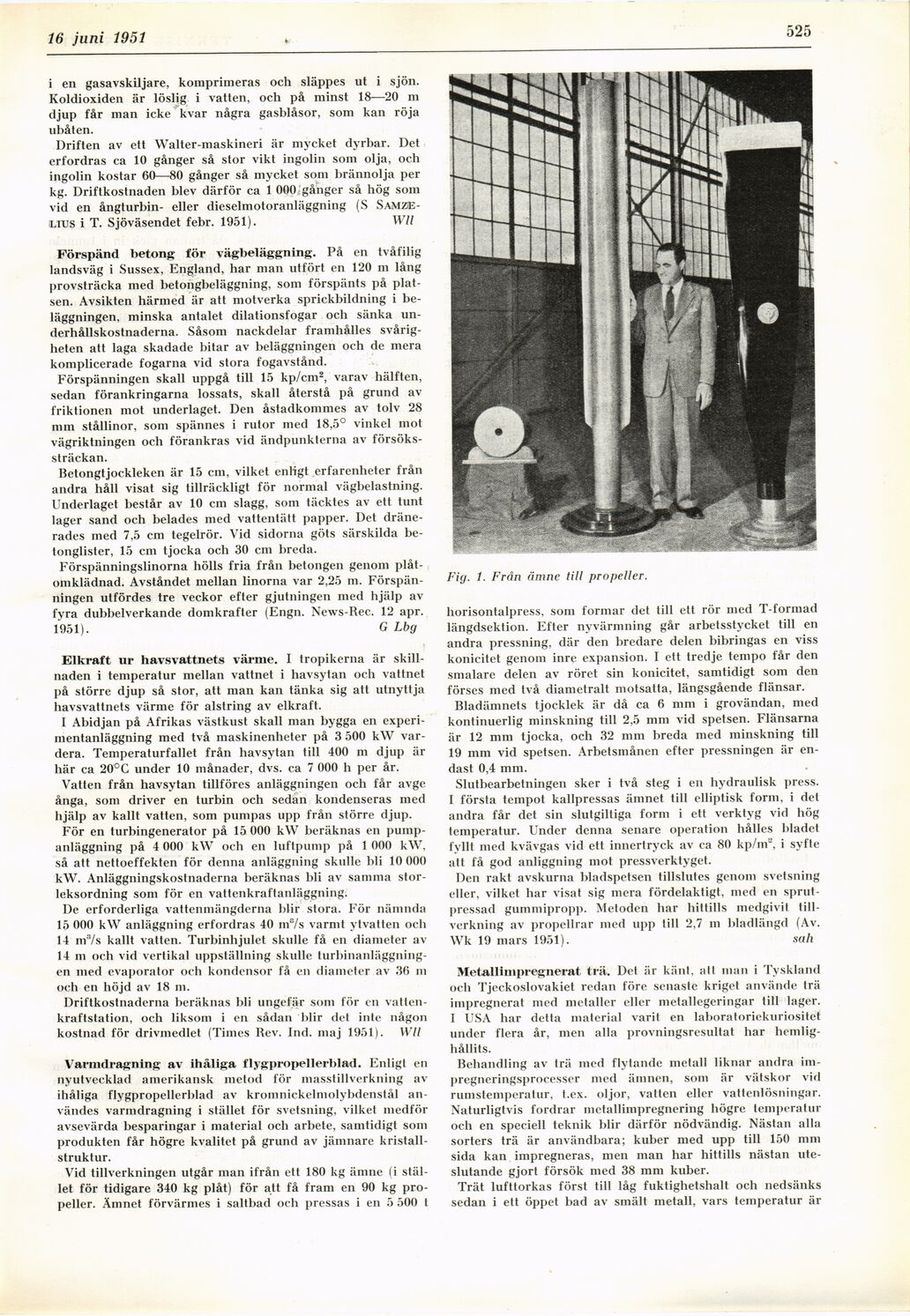
Varmdragning av ihåliga flygpropellerblad. Enligt en
nyutvecklad amerikansk metod för masstillverkning av
ihåliga flygpropellerblad av kromnickelmolybdenstål
användes varnidragning i stället för svetsning, vilket medför
avsevärda besparingar i material och arbete, samtidigt som
produkten får högre kvalitet på grund av jämnare
kristallstruktur.
Vid tillverkningen utgår man ifrån ett 180 kg ämne (i
stället för tidigare 340 kg plåt) för att få fram en 90 kg
propeller. Ämnet förvärmes i saltbad och pressas i en 5 500 t
Fig. 1. Från ämne till propeller.
horisontalpress, som formar det till ett rör med T-formad
längdsektion. Efter nyvärmning går arbetsstycket till en
andra pressning, där den bredare delen bibringas en viss
konicitet genom inre expansion. I ett tredje tempo får den
smalare delen av röret sin konicitet, samtidigt som den
förses med två diametralt motsatta, längsgående flänsar.
Bladämnets tjocklek är då ca 6 mm i grovändan, med
kontinuerlig minskning till 2,5 mm vid spetsen. Flänsarna
är 12 mm tjocka, och 32 mm breda med minskning till
19 mm vid spetsen. Arbetsmånen efter pressningen är
endast 0,4 mm.
Slutbearbetningen sker i två steg i en hydraulisk press.
I första tempot kallpressas ämnet till elliptisk form, i det
andra får det sin slutgiltiga form i ett verktyg vid hög
temperatur. Under denna senare operation hålles bladet
fyllt med kvävgas vid ett innertryck av ca 80 kp/ma, i syfte
att få god anliggning mot pressverktyget.
Den rakt avskurna bladspetsen tillslutes genom svetsning
eller, vilket har visat sig mera fördelaktigt, med en
sprut-pressad gummipropp. Metoden har hittills medgivit
tillverkning av propellrar med upp till 2,7 m bladlängd (Av.
Wk 19 mars 1951). sah
Metall i mpregnerat trä. Det iir känt, att man i Tyskland
och Tjeckoslovakiet redan före senaste kriget använde trä
impregnerat med metaller eller metallegeringar till lager.
I USA har detta material varit en laboratoriekuriositet
under flera år, men alla provningsresultat har
hemlighållits.
Behandling av trä med flytande metall liknar andra
im-pregneringsprocesser med ämnen, som är vätskor vid
rumstemperatur, t.ex. oljor, vatten eller vattenlösningar.
Naturligtvis fordrar metallimpregnering högre temperatur
och en speciell teknik blir därför nödvändig. Nästan alla
sorters trä är användbara; kuber med upp till 150 mm
sida kan impregneras, men man har hittills nästan
uteslutande gjort försök med 38 mm kuber.
Trät lufttorkas först till låg fuktighetshalt och nedsänks
sedan i ett öppet bad av smält metall, vars temperatur är
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}