
Full resolution (JPEG) - On this page / på denna sida - H. 32. 8 september 1951 - Sjunkflytanläggningen i Stripa, av Per H:son Fahlström - Diskussion, av Gösta Svensson - Ett självinställande axiallager
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
’64
TEKNISK TIDSKRIFT
Litteratur
1. Berglund, L: Sjunk- och flytprocessen i USA. Tekn. T. 77 (1947)
s. 42.
2. Butberg, K: Stripa odalfält, gruvbrytning och sovring. Tekn. T.
70 (1940) s. B 1, B 9.
3. Swainson, S J, Falconer, S A & Walker, C B: Some recent
applications of heavy-media separation. AIME techn. Publ. nr 1600,
juli 1913.
4. Swainson, S J, Löwe, B H & Herkenhoff, E C: Sv. pat. ans.
7449/48.
5. Fahlström, P: llydrocyklonens användning vid
blodslensanrik-ning. Tekn. T. 79 (1949) s. 291.
6. American Cvanamide Co.: Ore Dressing Notes.
Diskussion
Bergsingenjör Gösta Svensson: En ny sjunk- och
flyt-metod har utarbetats av Stahlbau Rheinhausen,
Rhein-hausen. Den första anläggningen i fullstor skala för malm
har just kommit i gång, varför några driftresultat ännu
ej föreligger. En provanläggning i halvstor skala
igångkördes dock redan 1949 för kol och flera sådana
anläggningar har redan byggts (Glückauf juli 1950).
Redan år 1936 började Fried. Krupp bygga
anrikningsanordningar enligt sjunk- och flytmetoden. De principer,
som hittills följts, överensstämmer i stort med de
utländska metoder, som är kända genom fackpressen.
Rhein-hausens metod skiljer sig emellertid väsentligt från
tidigare konstruktioner. Vid lösningen av detta problem har
man betraktat det teoretiskt ideala tillståndet för en
sjunk-och flytprocess, nämligen ett stillastående kärl, vari godset
tillföres lugnt och sakta. Utskiljningen försiggår då utan
några turbulenta strömningar eller virvelbildningar, som
dels försvårar avskiljandet av mindre korn, dels förlänger
tiden för avskiljandet. I ett sådant stillastående kärl kan
man sedan tänka sig särskiljandet av flytgods från
sjunk-gods genom en skiva, som införes horisontellt i vätskan
mellan de utskilda produkterna.
Om man nu tänker sig ett antal sådana kärl placerade i
rad på ett transportband, varvid kärlens väggar borttagits
och ersatts av transportbandets uppvikta sidor, erhåller
man en ränna, vari medium med gods rinner fram. Om
nu detta transportband ges en hastighet, som motsvarar
vätskans, blir vätskan stillastående relativt transportbandet
och urskiljningen av godset kan äga rum under ideala
förhållanden. Då vätskan nått bandets ände, delas den av
en horisontell kniv eller plåt, som kan placeras efter
önskan i höjdled. Flytgodset rinner då över denna kniv
och sjunkgodset passerar under den.
Hastigheten för en fritt rinnande vätska med turbulent
strömning fås ur formeln gh, där h är vätskans höjd i
m. För laminär strömning gäller formeln \Jgh. Om nu
bandet ges en hastighet av \Jgh är man därför fullt säker på
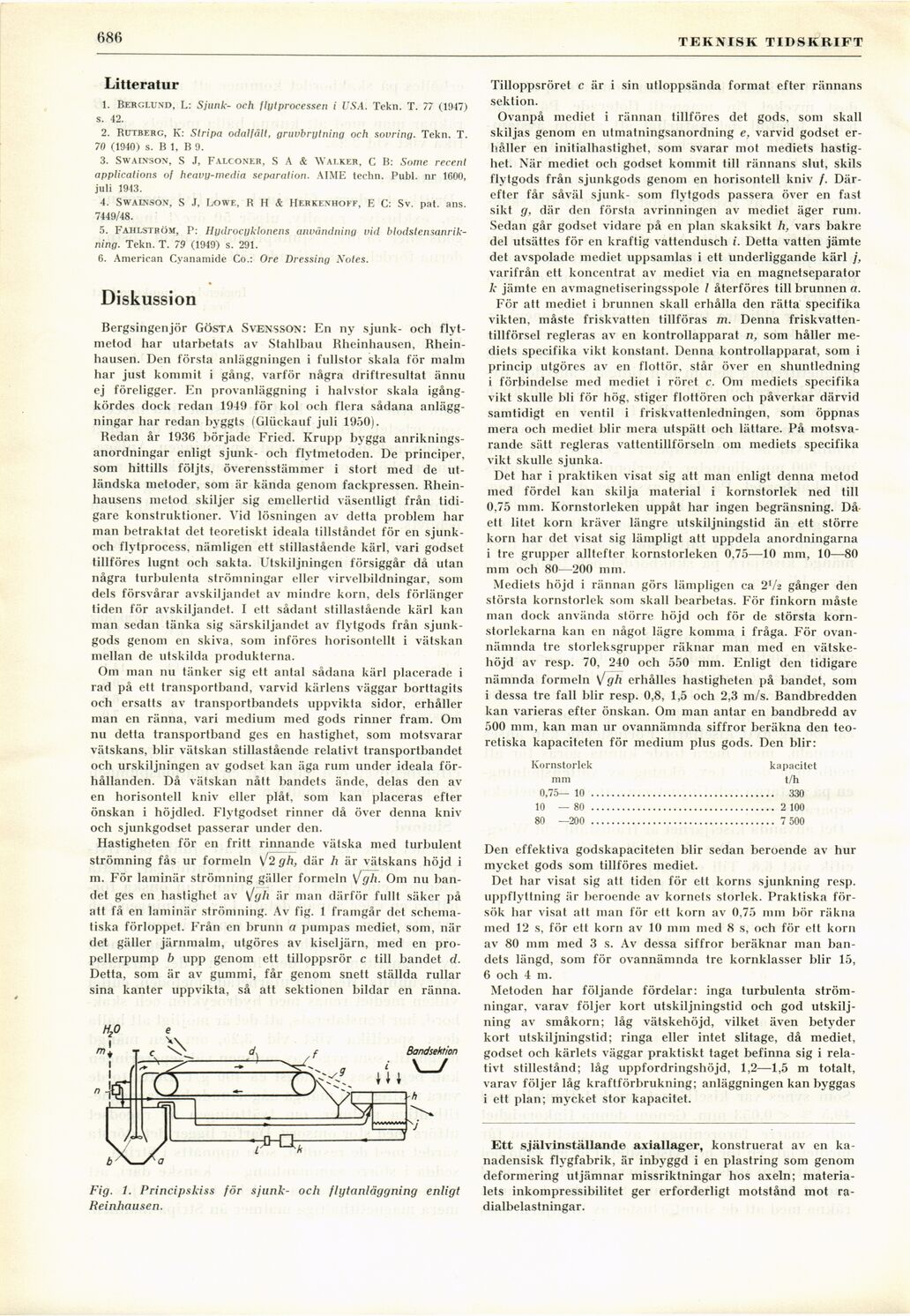
att få en laminär strömning. Av fig. 1 framgår det
schematiska förloppet. Från en brunn a pumpas mediet, som, när
det gäller järnmalm, utgöres av kiseljärn, med en
propellerpump b upp genom ett tilloppsrör c till bandet d.
Detta, som är av gummi, får genom snett ställda rullar
sina kanter uppvikta, så att sektionen bildar en ränna.
Fig. 1. Principskiss för sjunk- och ftytanläggning enligt
Reinhausen.
Tilloppsröret c är i sin utloppsända format efter rännans
sektion.
Ovanpå mediet i rännan tillföres det gods, som skall
skiljas genom en utmatningsanordning e, varvid godset
erhåller en initialhastighet, som svarar mot mediets
hastighet. När mediet och godset kommit till rännans slut, skils
flytgods från sjunkgods genom en horisontell kniv /.
Därefter får såväl sjunk- som flytgods passera över en fast
sikt g, där den första avrinningen av mediet äger rum.
Sedan går godset vidare på en plan skaksikt h, vars bakre
del utsättes för en kraftig vattendusch i. Detta vatten jämte
det avspolade mediet uppsamlas i ett underliggande kärl /’,
varifrån ett koncentrat av mediet via en magnetseparator
k jämte en avmagnetiseringsspole / återföres till brunnen a.
För att mediet i brunnen skall erhålla den rätta specifika
vikten, måste friskvatten tillföras m. Denna
friskvattentillförsel regleras av en kontrollapparat n, som håller
mediets specifika vikt konstant. Denna kontrollapparat, som i
princip utgöres av en flottör, står över en shuntledning
i förbindelse med mediet i röret c. Om mediets specifika
vikt skulle bli för hög, stiger flottören och påverkar därvid
samtidigt en ventil i friskvattenledningen, som öppnas
mera och mediet blir mera utspätt och lättare. På
motsvarande sätt regleras vattentillförseln om mediets specifika
vikt skulle sjunka.
Det har i praktiken visat sig att man enligt denna metod
med fördel kan skilja material i kornstorlek ned till
0,75 mm. Kornstorleken uppåt har ingen begränsning. Då
ett litet korn kräver längre utskiljningstid än ett större
korn har det visat sig lämpligt att uppdela anordningarna
i tre grupper alltefter kornstorleken 0.75—10 mm, 10—80
mm och 80—200 mm.
Mediets höjd i rännan görs lämpligen ca 2V2 gånger den
största kornstorlek som skall bearbetas. För finkorn måste
man dock använda större höjd och för de största
kornstorlekarna kan en något lägre komma i fråga. För
ovannämnda tre storleksgrupper räknar man med en
vätske-höjd av resp. 70, 240 och 550 mm. Enligt den tidigare
nämnda formeln \Jgh erhålles hastigheten på bandet, som
i dessa tre fall blir resp. 0,8, 1,5 och 2,3 m/s. Bandbredden
kan varieras efter önskan. Om man antar en bandbredd av
500 mm, kan man ur ovannämnda siffror beräkna den
teoretiska kapaciteten för medium pius gods. Den blir:
Kornstorlek kapacitet
mm t/h
0,75— 10 .................................... 330
10 — 80 .................................... 2 100
80 —200 .................................... 7 500
Den effektiva godskapaciteten blir sedan beroende av hur
mycket gods som tillföres mediet.
Det har visat sig att tiden för ett korns sjunkning resp.
uppflyttning är beroende av kornets storlek. Praktiska
försök har visat att man för ett korn av 0,75 111m bör räkna
med 12 s, för ett korn av 10 mm med 8 s, och för ett korn
av 80 mm med 3 s. Av dessa siffror beräknar man
bandets längd, som för ovannämnda tre kornklasser blir 15,
6 och 4 m.
Metoden har följande fördelar: inga turbulenta
strömningar, varav följer kort utskiljningstid och god
utskilj-ning av småkorn; låg vätskehöjd, vilket även betyder
kort utskiljningstid; ringa eller intet slitage, då mediet,
godset och kärlets väggar praktiskt taget befinna sig i
relativt stillestånd; låg uppfordringshöjd, 1,2—1,5 m totalt,
varav följer låg kraftförbrukning; anläggningen kan byggas
i ett plan; mycket stor kapacitet.
Ett självinställande axiallager, konstruerat av en
kanadensisk flygfabrik, är inbyggd i en plastring som genom
deformering utjämnar missriktningar hos axeln;
materialets inkompressibilitet ger erforderligt motstånd mot
ra-dialbelastningar.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}