
Full resolution (JPEG) - On this page / på denna sida - H. 38. 20 oktober 1951 - Rysslands flygvapen, av B M W - Andras erfarenheter - Luftbefuktning minskar slaggbildningen i ångpannor, av Wll - Blästring i sluten krets, av sah - Centrifugalgjutning av stål, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
IS oktober 1951
869
vrides samtidigt så att de ligger väl infällda i
motorgondolerna.
Kroppen är mycket slank och framtill täckt med glas för
fri användning av bombsikte och radarantenn. Beväpningen
framåt utgöres av 30 mm kanoner. Bombrummet är
omkring 4 m långt och kan rymma bomber eller
bränslebehållare allt efter stridsuppgiften. Längst hak har inbyggts
ett lavettage för två 20 mm kanoner, som manövreras av
en särskild skytt.
Både besättningsrummet framtill och det bakre utrymmet
för kanonskytten lär vara utförda som tryckkabiner.
Eftersom flygplanet skall kunna användas som attackflygplan
har pansar i stor utsträckning införts. Man bör dock
förutsätta att detta endast är fallet på de serier, som skall
användas i direkt samverkan med markstridskrafterna.
Slutord
Här beskrivna flygplantyper utgör stommen i det ryska
flygvapnet. Flygplanen har visat sig vara fältmässiga och
till sina prestanda i nivå med de bästa amerikanska. Även
om den senaste uppvisningen av den engelska
flygplanindustrins nykonstruktioner tyder på att dessa står på
toppen av modern utrustning, är motståndarna vakna.
Enligt uppgifter från åskådare till flyguppvisningar i Moskva
har jaktflygplan med samma utformning som den kanske
bästa brittiska jaktplanprototypen, Supermarine "Swift",
redan uppträtt i luften. BMW
Andras erfarenheter
Luftbefuktning minskar slag;gbildning i ångpannor.
Vid en rosteldad ångpanneanläggning i Delroy, USA, hade
man observerat att beläggningar på överhettaren bildades
mycket fortare på vintern än på sommaren. Man
misstänkte då att luftens större fukthalt på sommaren kunde
ha en gynnsam inverkan, och en jämförelse mellan
luftfuktighet och pannverkningsgrad syntes bekräfta detta
antagande.
Prov gjordes därför i en ångpanna med befuktad
förbränningsluft, varvid man höll fuktkvoten vid 0,0164 kg
vattenånga per kg torr luft, motsvarande 22°G daggpunkt.
Detta var ungefär den högsta fuktkvot man brukade ha
under sommaren. En likadan ångpanna kördes med
samma kol under samma tid men utan befuktning. Provet med
befuktning pågick i 133 dygn utan att pannverkningsgraden
försämrades avsevärt eller några besvärliga beläggningar
bildades. Den avgående rökgasens temperatur steg endast
28°C under denna tid. I pannan utan luftbefuktning steg
temperaturen på 5 dygn med 125°C och efter 50 dygns
drift måste denna panna stoppas för rengöring.
Driftresultaten med luftbefuktning var alltså mycket
goda. Besparingen genom sänkt temperatur på de
utgående rökgaserna var större än värmeförbrukningen för
ång-tillsatsen. Dessutom inbesparades 80—85 °/o av arbetet med
rengöring av pannan. Anmärkningsvärt var vidare att
beläggningarnas halt av kiseldioxid minskade avsevärt.
I Storbritannien har man även fått goda resultat med
återföring av rökgaser under rosten, vilket man där anser
blir mer ekonomiskt (Power maj 1951). Wll
Blästring i sluten krets. Polering av skedar är en
tidsödande och dyrbar procedur, då den på grund av
arbetsstyckets oregelbundna form i regel måste utföras för
hand. Automatiska maskiner, byggda enligt samma
princip som kopierfräsar, har hittills icke visat sig
framgångsrika.
Goda resultat lär nu ha uppnåtts genom blästring i
slutet system enligt ett mycket enkelt tillvägagångssätt. En
cirkulär behållare, som roterar kring en vertikal axel,
fylles med slipmedel (t.ex. pulvriserad pimpsten) i sådan
mängd, att man vid rotationen får ett ringformigt skikt av
lämplig tjocklek runt behållarens vägg. Hållare för
arbetsstycken är placerade i lämpliga punkter vid periferin.
Processen kan mekaniseras så att hällarna mekaniskt
vrider arbetsstycket relativt slipströmmen i t.ex. fyra olika
lägen, med tempotider varierande mellan 1 och 5 s.
Därefter vrides hållaren inåt, innanför slipströmmen, så att
arbetsstycket kan bytas ut.
Metoden har enligt uppgift använts med god framgång
vid slipning av matbestick, knappar, beslag o.d., varvid en
yta av mycket god kvalitet har erhållits (Eng. Dig. aug.
1951). sah
Centrifugalgjutning av stål. Centrifugalgjutet material
har ett synnerligen jämnt och felfritt gods men därtill ger
metoden möjlighet att gjuta legeringar, som är dåligt eller
icke alls smidbara, och att tillverka komplicerade detaljer,
som inte kan framställas i tillfredsställande kvalitet enligt
statiska metoder. Godset visar till skillnad från smidda
delar inga flytlinjer och är i flera fall upp till 30 °/o lättare
att maskinarbeta. Följande höglegerade stål, som motstår
hög temperatur eller korrosion, kan centrifugalgjutas:
Karakteristiska
egenskaper
kan
värmebehandlas
Stålsort Nominell sammansättning
•/o
C Cr Ni Mo andra
ASTM A-296-46T
Grade 10 0,10 12,50 0,50
AMS 5351
AISI 410
ASTM A-296-46T Grade 5 AMS 5363 AISI 347 0,07 19,50 10,50 0,80 Nb svetsbar
legering för hög temperatur
ASTM A-296-46T Grade 1 AISI 304 0,07 19,50 9,0 rostfri legering för allmänna ändamål
ASTM A-296-46T Grade 7 0,15 24,50 13,50 värmebeständig
ASTM A-296-46T AMS 5365 0,14 24,50 20,50 värme- och
oxidationsbeständig
AMS 5369 0,30 19,00 9,00 1,25 Nb, W, Ti värmebeständig
UR Crown Max. (Br.) 0,25 23,00 12,50 3,00 W värmebeständig
AMS 5767 0,15 21,00 20,00 3,00 20,00 Co; W, Nb värmebeständig
ASTM A-296-46T Grade 8 (max.) 0,20 25,00 20,50 värmebeständig
Även låglegerade stål kan centrifugalgjutas men
behandlas i allmänhet billigare enligt traditionella metoder.
Nästan alla legeringar, som kan sandgjutas, kan också
centrifugalgjutas och material med bättre mekaniska
egenskaper erhålles av de flesta legeringarna. Metoderna ger
ungefär samma toleranser. Man kan göra centrifugalgods, vars
ytterdiameter och godstjocklek blott varierar med ± 0,8
mm, men vid mycket omsorgsfullt utförd gjutning i sand
kan man uppnå ännu större noggrannhet.
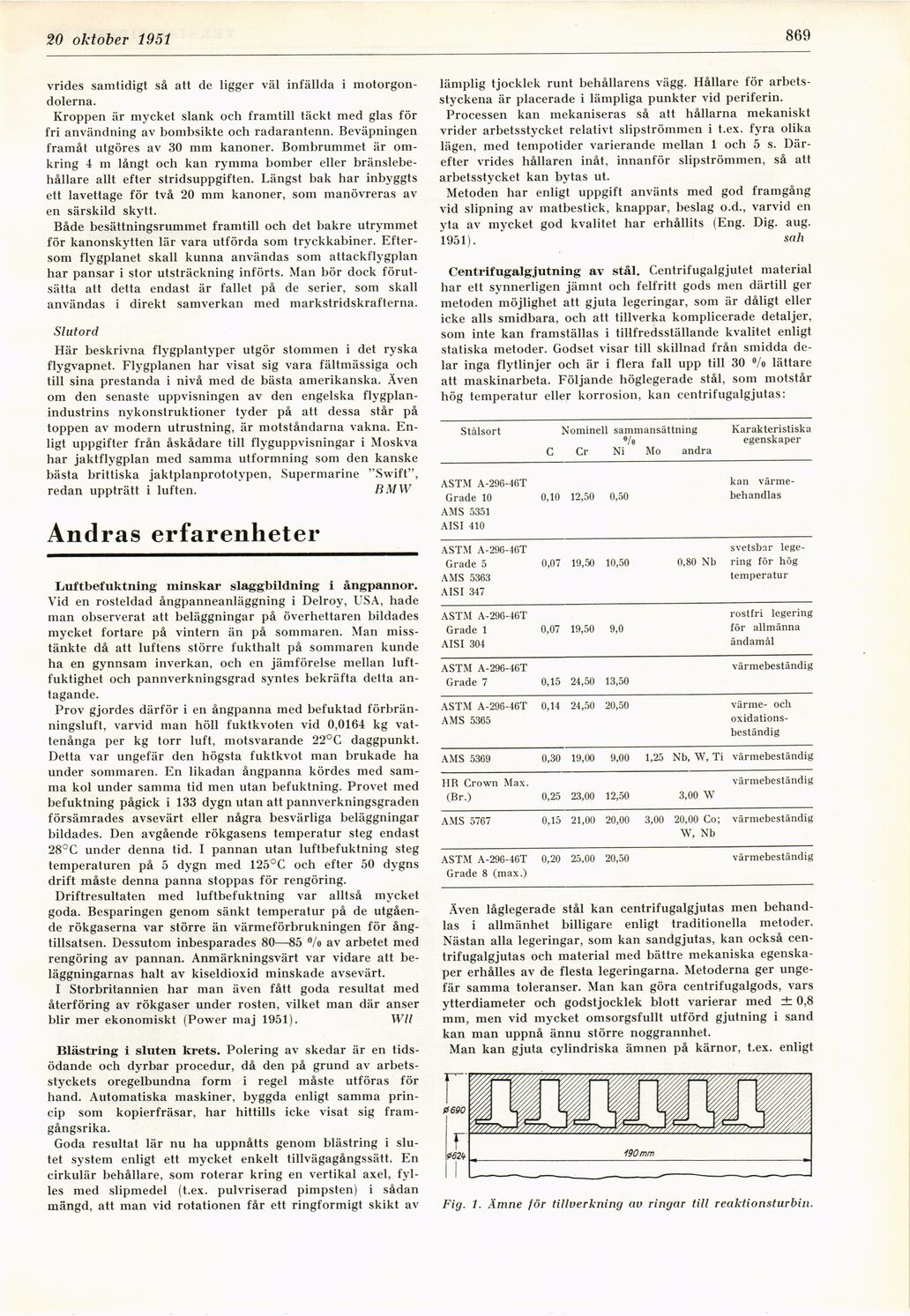
Man kan gjuta cylindriska ämnen på kärnor, t.ex. enligt
Fig. 1. Ämne för tillverkning av ringar till reaktionsturbin.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}