
Full resolution (JPEG) - On this page / på denna sida - H. 46. 15 december 1951 - Andras erfarenheter - Smörjmedel och verktyg vid kallsprutning av stål, av VK

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
24 november 1951
1091
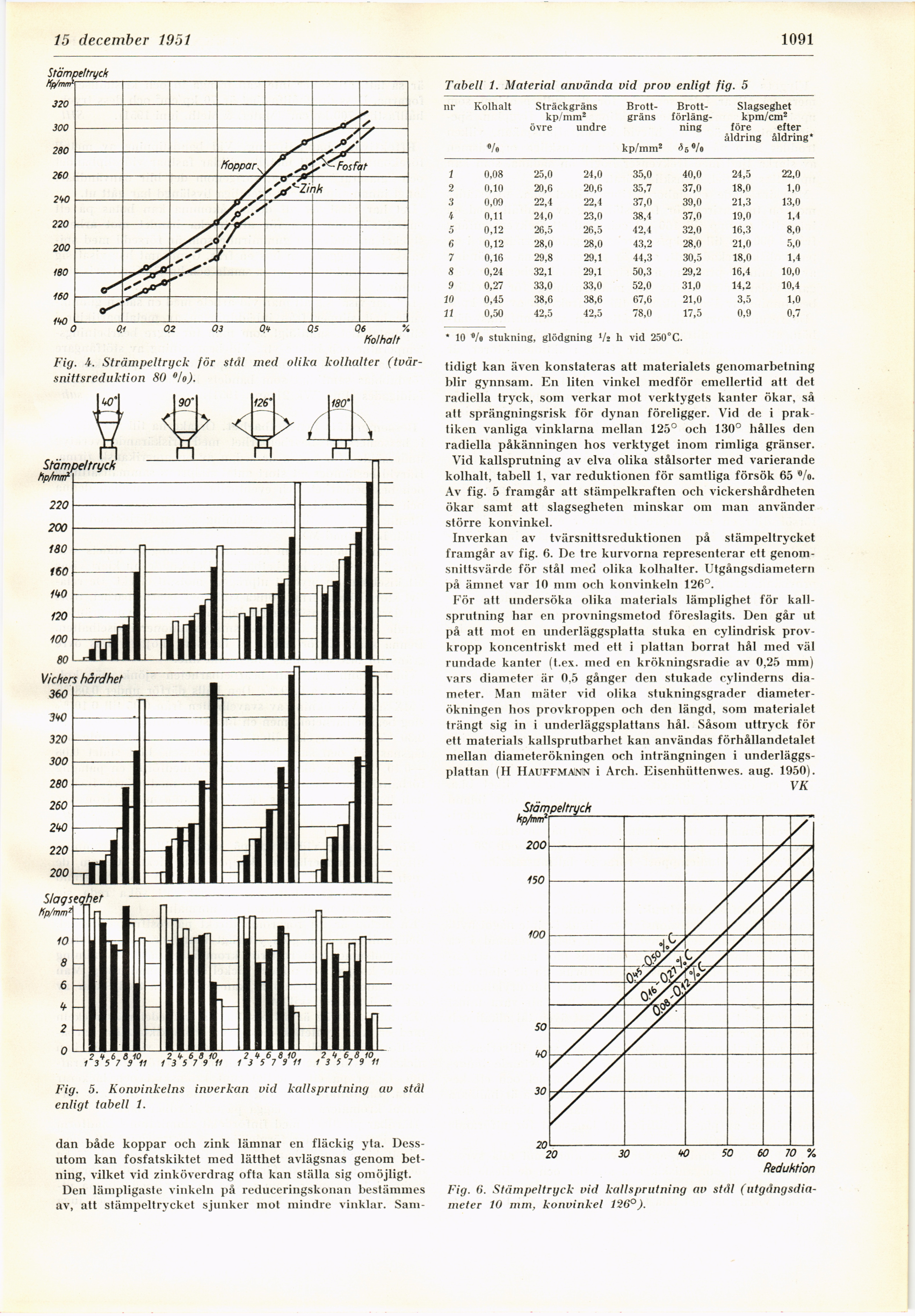
Fig. 4. Strämpeltryck för stål med olika kolhalter
(tvärsnittsreduktion 80 °/o).
Fig. 5. Konvinkelns inverkan vid kallsprutning av stål
enligt tabell 1.
dan både koppar och zink lämnar en fläckig yta.
Dessutom kan fosfatskiktet med lätthet avlägsnas genom
betning, vilket vid zinköverdrag ofta kan ställa sig omöjligt.
Den lämpligaste vinkeln på reduceringskonan bestämmes
av, alt stämpeltrycket sjunker mot mindre vinklar. Sani-
Tabell 1. Material använda vid prov enligt fig. 5
nr Kolhalt Sträckgräns Brott- Brott- Slagseghet
kp/mm2 gräns förläng- kpm/cm2
övre undre ning före efter
åldring åldring
«/o kp/mm2 åöVo
1 0,08 25,0 24,0 35,0 40,0 24,5 22,0
2 0,10 20,6 20,6 35,7 37,0 18,0 1,0
3 0,09 22,4 22,4 37,0 39,0 21,3 13,0
4 0,11 24,0 23,0 38,4 37,0 19,0 1,4
5 0,12 26,5 26,5 42,4 32,0 16,3 8,0
6 0,12 28,0 28,0 43,2 28,0 21,0 5,0
7 0,16 29,8 29,1 44,3 30,5 18,0 1,4
8 0,24 32,1 29,1 50,3 29,2 16,4 10,0
9 0,27 33,0 33,0 52,0 31,0 14,2 10,4
10 0,45 38,6 38,6 67,6 21,0 3,5 1,0
11 0,50 42,5 42,5 78,0 17,5 0,9 0,7
’ 10 «/o stukning, glödgning Va h vid 250°C.
tidigt kan även konstateras att materialets genomarbetning
blir gynnsam. En liten vinkel medför emellertid att det
radiella tryck, som verkar mot verktygets kanter ökar, så
att sprängningsrisk för dynan föreligger. Vid de i
praktiken vanliga vinklarna mellan 125° och 130° hålles den
radiella påkänningen hos verktyget inom rimliga gränser.
Vid kallsprutning av elva olika stålsorter med varierande
kolhalt, tabell 1, var reduktionen för samtliga försök 65 %>.
Av fig. 5 framgår att stämpelkraften och vickershårdheten
ökar samt att slagsegheten minskar om man använder
större konvinkel.
Inverkan av tvärsnittsreduktionen på stämpeltrycket
framgår av fig. 6. De tre kurvorna representerar ett
genomsnittsvärde för stål med olika kolhalter. Utgångsdiametern
på ämnet var 10 mm och konvinkeln 126°.
För att undersöka olika materials lämplighet för
kallsprutning har en provningsmetod föreslagits. Den går ut
på att mot en underläggsplatta stuka en cylindrisk
provkropp koncentriskt med ett i plattan borrat hål med väl
rundade kanter (t.ex. med en krökningsradie av 0,25 mm)
vars diameter är 0.5 gånger den stukade cylinderns
diameter. Man mäter vid olika stukningsgrader
diameterökningen hos provkroppen och den längd, som materialet
trängt sig in i underläggsplattans hål. Såsom uttryck för
ett materials kallsprutbarhet kan användas förhållandetalet
mellan diameterökningen och inträngningen i
underläggsplattan (H Hauffmainin i Arch. Eisenhüttenwes. aug. 1950).
VK
Fig. 6. Stämpeltryck vid kallsprutning av stål
(utgångsdiameter 10 mm, konvinkel 126°).
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}