
Full resolution (JPEG) - On this page / på denna sida - H. 1. 8 januari 1952 - Nya metoder - Snabba katodstråloscillografer, av D H - Singers »Synchro system», av K Krogsted - Tvillingborstar, av F Ö - Doseringsapparat för konstant tillflöde, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 januari 1952
17
Nya metoder
Snabba katodstråloscillografer. För studiet av mycket
snabba förlopp har i USA konstruerats oscillografer med
märkliga snabbhetsegenskaper.
Katodstrålröret är av typ 5XP med 12,5 cm
skärmdiameter, varav ca 8 cm är utnyttjbar vid fotografering. Röret
matas med 12 eller 24 kV accelerationsanodspänning.
Vidare har röret metalliserats för att bli ljusstarkare och så
att ströladdningar snabbt avledes.
Vertikalförstärkaren är uppdelad i två parallellt
arbetande enheter, uppbyggda av sammanlagt 59 rör. Då 24 kV
accelerationsanodspänning användes ger en inmatad
spänning av 0,1 V en avlänkning av 1 cm i y-led på
katodstrålröret. Förlopp stigande till 90 ®/o av full amplitud på
0,007 ,ws kan observeras på skärmen.
Katodstrålens sveptid i x-led kan i elva steg varieras
från 10 m ps/cm till 20 .ws/crn. En godtycklig del av svepet
kan under pågående mätning förstoras fem gånger. Total
fördröjning i vertikalförstärkaren är 120 m ns, varav
60 m s åstadkommes i en fördröjningslinje. Syftet med
denna är att det förlopp, som man önskar studera, skall
hinna starta svepet, innan det blir synligt på
oscillograf-skärmen. Det tar ca 70 m ,us för svepet att startas, varvid
fordras en spänning av 0,3 V amplitud med en stigtid av
minst 0,001 /<s.
För spänningskalibrering i vertikalled finns inbyggd en
fyrkantvåggenerator, arbetande med en frekvens av 25
kp/s och lämnande maximalt 50 V. D H
Singers "Synchro system". Under senare år har
sömnadsindustrin — därtill föranledd av många kända
orsaker — mer än någonsin förr sysslat med
rationaliseringsproblem. Många system har tillkommit för att utveckla
tillverkningsmetoderna, men man måste fastställa att
någon metod icke finns, som i samtliga fall kan ge högsta
effektivitet och lika goda resultat för varje slag av
tillverkning.
För tillverkning av standardartiklar i större skala har
emellertid ett av Singer-fabrikerna utvecklat system, Singers
"Synchro system", visat sig vara ett av de mest effektiva
genom sin mycket långt drivna utnyttjning av
produktionsapparaten. Systemet, som har utexperimenterats i USA,
användes med framgång även i Sverige för tillverkning av
skjortor, pyjamas, rockklänningar, blusar,
damunderklänningar, mössor, arbets- och regnkläder.
Systemet tar speciellt sikte på att få tillverkningen att
flyta jämnt fram genom sysalen, utan tidsödande anhop-
ningar. Detta uppnås genom att plaggens enskilda delar
utföres i separata grupper. Tillverkningen i dessa grupper
måste därvid noggrant avvägas så att, när ett plagg
kommer till det ställe i hopsyningsgruppen där en bestämd
detalj skall sys på, detaljen också är fullt färdig för
på-syning. Avvägningen uppnås genom beräkningar på basis
av tidsstudier av varje arbetsmoment i de olika
plaggdelarna.
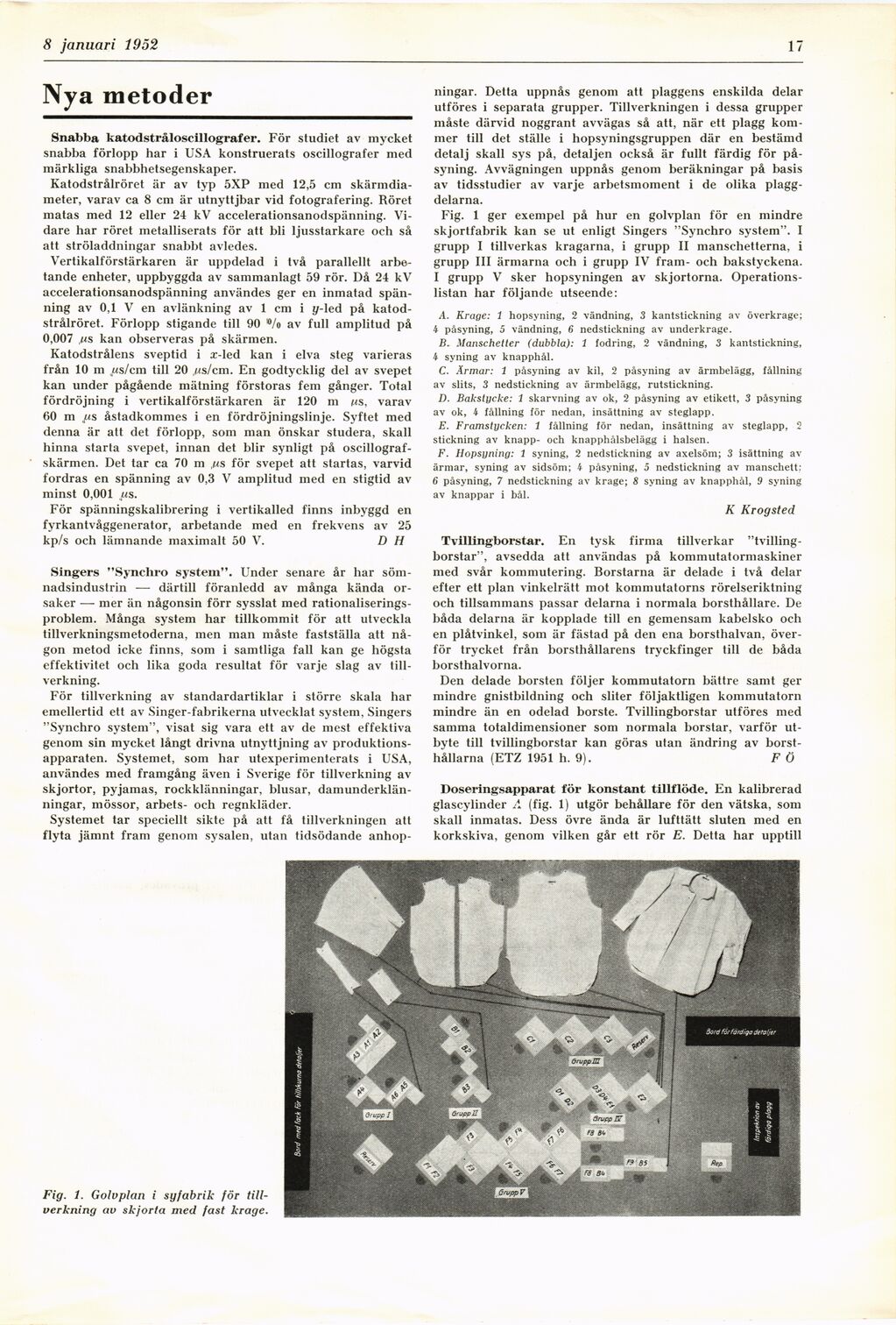
Fig. 1 ger exempel på hur en golvplan för en mindre
skjortfabrik kan se ut enligt Singers "Synchro system". I
grupp I tillverkas kragarna, i grupp II manschetterna, i
grupp III ärmarna och i grupp IV fram- och bakstyckena.
I grupp V sker hopsyningen av skjortorna.
Operationslistan har följande utseende:
A. Krage: 1 hopsyning, 2 vändning, 3 kantstickning av överkrage;
4 påsyning, 5 vändning, 6 nedstickning av underkrage.
B. Manschetter (dubbla): 1 fodring, 2 vändning, 3 kantstickning,
4 syning av knapphål.
C. Ärmar: 1 påsyning av kil, 2 påsyning av ärmbelägg, fällning
av slits, 3 nedstickning av ärmbelägg, rutstickning.
D. Bakstycke: 1 skarvning av ok, 2 påsyning av etikett, 3 påsyning
av ok, 4 fällning för nedan, insättning av steglapp.
E. Framstycken: 2 fällning för nedan, insättning av steglapp, 2
stickning av knapp- och knapphålsbelägg i halsen.
F. Hopsyning: 1 syning, 2 nedstickning av axelsöm; 3 isättning av
ärmar, syning av sidsöm; 4 påsyning, 5 nedstickning av manschett:
6 påsyning, 7 nedstickning av krage; 8 syning av knapphål, 9 syning
av knappar i bål.
K Krogsted
Tvillingborstar. En tysk firma tillverkar
"tvilling-borstar", avsedda att användas på kommutatormaskiner
med svår kommutering. Rorstarna är delade i två delar
efter ett plan vinkelrätt mot kommutatorns rörelseriktning
och tillsammans passar delarna i normala borsthållare. De
båda delarna är kopplade till en gemensam kabelsko och
en plåtvinkel, som är fästad på den ena borsthalvan,
överför trycket från borsthållarens tryckfinger till de båda
borsthalvorna.
Den delade borsten följer kommutatorn bättre samt ger
mindre gnistbildning och sliter följaktligen kommutatorn
mindre än en odelad borste. Tvillingborstar utföres med
samma totaldimensioner som normala borstar, varför
utbyte till tvillingborstar kan göras utan ändring av
borst-hållarna (ETZ 1951 h. 9). FÖ
Doseringsapparat för konstant tillflöde. En kalibrerad
glascylinder A (fig. 1) utgör behållare för den vätska, som
skall inmatas. Dess övre ända är lufttätt sluten med en
korkskiva, genom vilken går ett rör E. Detta har upptill
Fig. 1. Golvplan i syfabrik för
tillverkning av skjorta med fast krage.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}