
Full resolution (JPEG) - On this page / på denna sida - H. 13. 1 april 1952 - Andras erfarenheter - Friktion studeras med radioisotoper, av SHl - Vindar i jonosfären, av SHl - Nybyggen - Halvkontinuerligt bredbandvalsverk för aluminium, av K J Blom
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
310
TEKNISK TIDSKRIFT
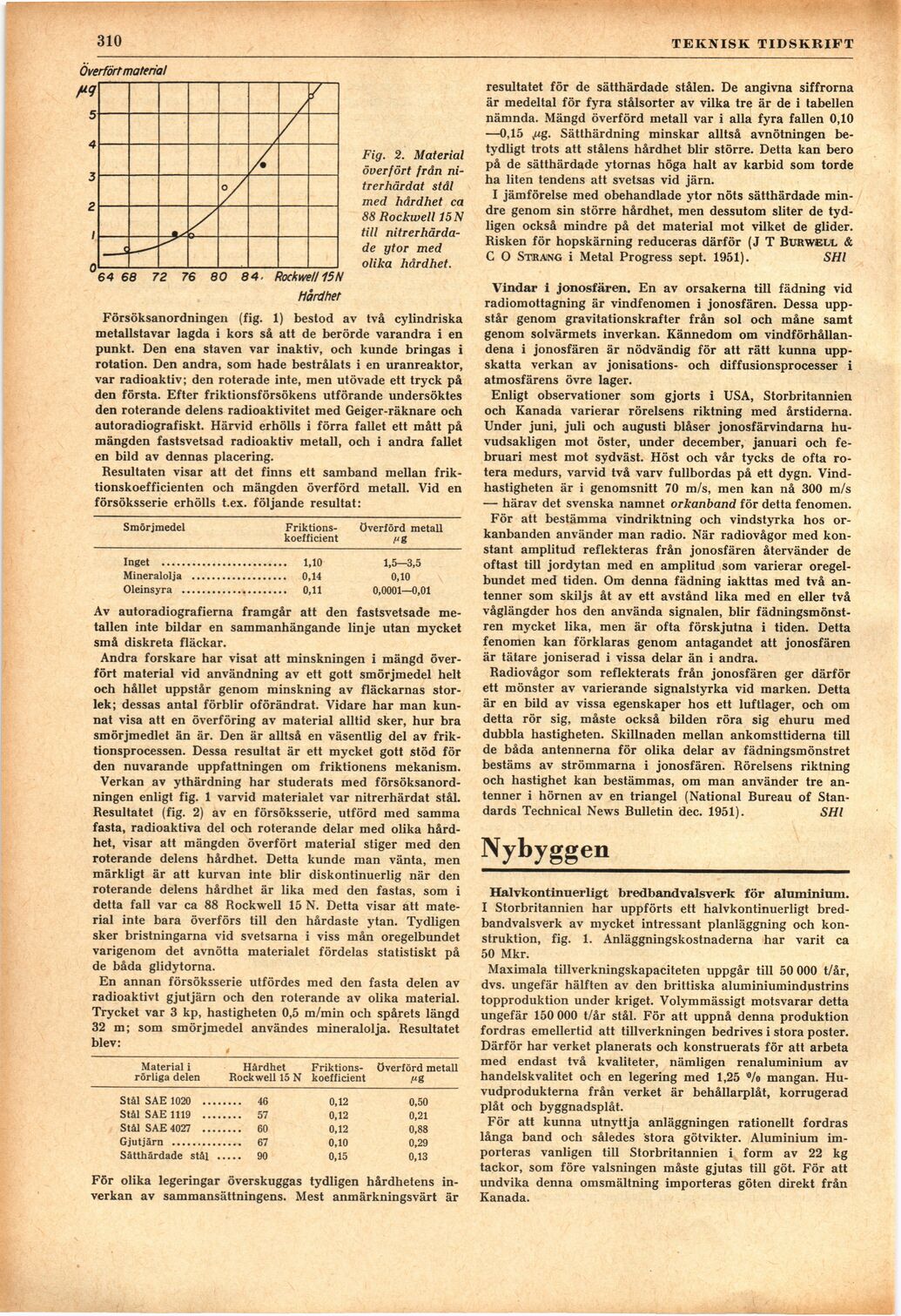
Fig. 2. Material
överfört från
ni-trerhårdat stål
med hårdhet ca
88 Rockwell 15 N
till
nitrerhärda-de ytor med
olika hårdhet.
Försöksanordningen (fig. 1) bestod av två cylindriska
metallstavar lagda i kors så att de berörde varandra i en
punkt. Den ena staven var inaktiv, och kunde bringas i
rotation. Den andra, som hade bestrålats i en uranreaktor,
var radioaktiv; den roterade inte, men utövade ett tryck på
den första. Efter friktionsförsökens utförande undersöktes
den roterande delens radioaktivitet med Geiger-räknare och
autoradiografiskt. Härvid erhölls i förra fallet ett mått på
mängden fastsvetsad radioaktiv metall, och i andra fallet
en bild av dennas placering.
Resultaten visar att det finns ett samband mellan
friktionskoefficienten och mängden överförd metall. Vid en
försöksserie erhölls t.ex. följande resultat:
Smörjmedel
[-Friktionskoefficient-]
{+Friktions-
koefficient+}
överförd metall
h g
Inget ......................... 1,10 1,5—3,5
Mineralolja ................... 0,14 0,10
Oleinsyra ..................... 0,11 0,0001—0,01
Av autoradiografierna framgår att den fastsvetsade
metallen inte bildar en sammanhängande linje utan mycket
små diskreta fläckar.
Andra forskare har visat att minskningen i mängd
överfört material vid användning av ett gott smörjmedel helt
och hållet uppstår genom minskning av fläckarnas
storlek; dessas antal förblir oförändrat. Vidare har man
kunnat visa att en överföring av material alltid sker, hur bra
smörjmedlet än är. Den är alltså en väsentlig del av
friktionsprocessen. Dessa resultat är ett mycket gott stöd för
den nuvarande uppfattningen om friktionens mekanism.
Verkan av ythärdning har studerats med
försöksanordningen enligt fig. 1 varvid materialet var nitrerhärdat stål.
Resultatet (fig. 2) av en försöksserie, utförd med samma
fasta, radioaktiva del och roterande delar med olika
hårdhet, visar att mängden överfört material stiger med den
roterande delens hårdhet. Detta kunde man vänta, men
märkligt är att kurvan inte blir diskontinuerlig när den
roterande delens hårdhet är lika med den fastas, som i
detta fall var ca 88 Rockwell 15 N. Detta visar att
material inte bara överförs till den hårdaste ytan. Tydligen
sker bristningarna vid svetsarna i viss mån oregelbundet
varigenom det avnötta materialet fördelas statistiskt på
de båda glidytorna.
En annan försöksserie utfördes med den fasta delen av
radioaktivt gjutjärn och den roterande av olika material.
Trycket var 3 kp, hastigheten 0,5 m/min och spårets längd
32 m; som smörjmedel användes mineralolja. Resultatet
blev:
Material i rörliga delen Hårdhet Rockwell 15 N [-Friktionskoefficient-] {+Friktions- koefficient+} Överförd metall ("g
Stål SAE 1020 ... ..... 46 0,12 0,50
Stål SAE 1119 ... ..... 57 0,12 0,21
Stål SAE 4027 ..... 60 0,12 0,88
Gjutjärn ......... ..... 67 0,10 0,29
Sätthärdade stål ■ ..... 90 0,15 0,13
resultatet för de sätthärdade stålen. De angivna siffrorna
är medeltal för fyra stålsorter av vilka tre är de i tabellen
nämnda. Mängd överförd metall var i alla fyra fallen 0,10
—0,15 vug. Sätthärdning minskar alltså avnötningen
betydligt trots att stålens hårdhet blir större. Detta kan bero
på de sätthärdade ytornas höga halt av karbid som torde
ha liten tendens att svetsas vid järn.
I jämförelse med obehandlade ytor nöts sätthärdade
mindre genom sin större hårdhet, men dessutom sliter de
tydligen också mindre på det material mot vilket de glider.
Risken för hopskärning reduceras därför (J T Burweix &
C O Sthaing i Metal Progress sept. 1951). SHl
Vindar i jonosfären. En av orsakerna till fädning vid
radiomottagning är vindfenomen i jonosfären. Dessa
uppstår genom gravitationskrafter från sol och måne samt
genom solvärmets inverkan. Kännedom om
vindförhållandena i jonosfären är nödvändig för att rätt kunna
uppskatta verkan av jonisations- och diffusionsprocesser i
atmosfärens övre lager.
Enligt observationer som gjorts i USA, Storbritannien
och Kanada varierar rörelsens riktning med årstiderna.
Under juni, juli och augusti blåser jonosfärvindarna
huvudsakligen mot öster, under december, januari och
februari mest mot sydväst. Höst och vår tycks de ofta
rotera medurs, varvid två varv fullbordas på ett dygn.
Vindhastigheten är i genomsnitt 70 m/s, men kan nå 300 m/s
— härav det svenska namnet orkanband för detta fenomen.
För att bestämma vindriktning och vindstyrka hos
orkanbanden använder man radio. När radiovågor med
konstant amplitud reflekteras från jonosfären återvänder de
oftast till jordytan med en amplitud som varierar
oregelbundet med tiden. Om denna fädning iakttas med två
antenner som skiljs åt av ett avstånd lika med en eller två
våglängder hos den använda signalen, blir
fädningsmönst-ren mycket lika, men är ofta förskjutna i tiden. Detta
fenomen kan förklaras genom antagandet att jonosfären
är tätare joniserad i vissa delar än i andra.
Radiovågor som reflekterats från jonosfären ger därför
ett mönster av varierande signalstyrka vid marken. Detta
är en bild av vissa egenskaper hos ett luftlager, och om
detta rör sig, måste också bilden röra sig ehuru med
dubbla hastigheten. Skillnaden mellan ankomsttiderna till
de båda antennerna för olika delar av fädningsmönstret
bestäms av strömmarna i jonosfären. Rörelsens riktning
och hastighet kan bestämmas, om man använder tre
antenner i hörnen av en triangel (National Bureau of
Standards Technical News Bulletin dec. 1951). SHl
Nybyggen
För olika legeringar överskuggas tydligen hårdhetens
inverkan av sammansättningens. Mest anmärkningsvärt är
Halvkontinuerligt bredbandvalsverk för aluminium.
I Storbritannien har uppförts ett halvkontinuerligt
bredbandvalsverk av mycket intressant planläggning och
konstruktion, fig. 1. Anläggningskostnaderna har varit ca
50 Mkr.
Maximala tillverkningskapaciteten uppgår till 50 000 t/år,
dvs. ungefär hälften av den brittiska aluminiumindustrins
topproduktion under kriget. Volymmässigt motsvarar detta
ungefär 150 000 t/år stål. För att uppnå denna produktion
fordras emellertid att tillverkningen bedrives i stora poster.
Därför har verket planerats och konstruerats för att arbeta
med endast två kvaliteter, nämligen renaluminium av
handelskvalitet och en legering med 1,25 ’"/o mangan.
Huvudprodukterna från verket är behållarplåt, korrugerad
plåt och byggnadsplåt.
För att kunna utnyttja anläggningen rationellt fordras
långa band och således stora götvikter. Aluminium
importeras vanligen till Storbritannien i form av 22 kg
tackor, som före valsningen måste gjutas till göt. För att
undvika denna omsmältning importeras göten direkt från
Kanada.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}