
Full resolution (JPEG) - On this page / på denna sida - H. 15. 15 april 1952 - Nya metoder - Kontinuerlig framställning av träfiberplattor, av SHl - Vattengas genom fluidprocess, av Wll - Aluminiumgjutgods i laminatkonstruktion, av sah - Böcker - Stora Kopparberg, av sah
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 april 1952
361
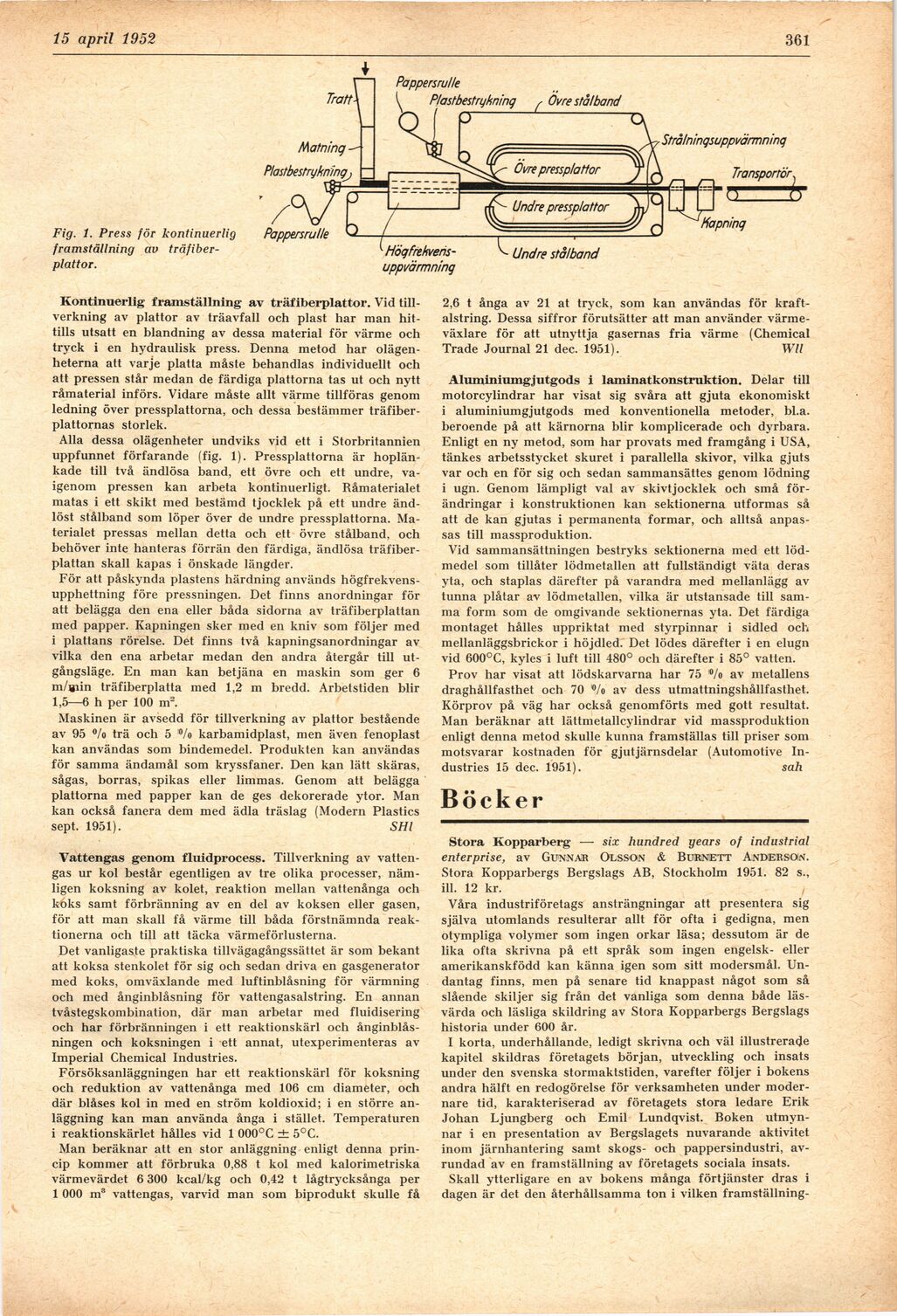
Fig. 1. Press för kontinuerlig
framställning av
träfiber-plattor.
Kontinuerlig framställning av träfiberplattor. Vid
tillverkning av plattor av träavfall och plast har man
hittills utsatt en blandning av dessa material för värme och
tryck i en hydraulisk press. Denna metod har
olägenheterna att varje platta måste behandlas individuellt och
att pressen står medan de färdiga plattorna tas ut och nytt
råmaterial införs. Vidare måste allt värme tillföras genom
ledning över pressplattorna, och dessa bestämmer
träfiberplattornas storlek.
Alla dessa olägenheter undviks vid ett i Storbritannien
uppfunnet förfarande (fig. 1). Pressplattorna är
hoplänkade till två ändlösa band, ett övre och ett undre,
va-igenom pressen kan arbeta kontinuerligt. Råmaterialet
matas i ett skikt med bestämd tjocklek på ett undre
ändlöst stålband som löper över de undre pressplattorna.
Materialet pressas mellan detta och ett övre stålband, och
behöver inte hanteras förrän den färdiga, ändlösa
träfiber-plattan skall kapas i önskade längder.
För att påskynda plastens härdning används
högfrekvens-upphettning före pressningen. Det finns anordningar för
att belägga den ena eller båda sidorna av träfiberplattan
med papper. Rapningen sker med en kniv som följer med
i plattans rörelse. Det finns två kapningsanordningar av
vilka den ena arbetar medan den andra återgår till
utgångsläge. En man kan betjäna en maskin som ger 6
m/giin träfiberplatta med 1,2 m bredd. Arbetstiden blir
1,5—6 h per 100 m2.
Maskinen är avsedd för tillverkning av plattor bestående
av 95 °/o trä och 5 °/o karbamidplast, men även fenoplast
kan användas som bindemedel. Produkten kan användas
för samma ändamål som kryssfaner. Den kan lätt skäras,
sågas, borras, spikas eller limmas. Genom att belägga
plattorna med papper kan de ges dekorerade ytor. Man
kan också fanera dem med ädla träslag (Modern Plastics
sept. 1951). SHl
Vattengas genom fluidprocess. Tillverkning av
vattengas ur kol består egentligen av tre olika processer,
nämligen koksning av kolet, reaktion mellan vattenånga och
koks samt förbränning av en del av koksen eller gasen,
för att man skall få värme till båda förstnämnda
reaktionerna och till att täcka värmeförlusterna.
Det vanligaste praktiska tillvägagångssättet är som bekant
att koksa stenkolet för sig och sedan driva en gasgenerator
med koks, omväxlande med luftinblåsning för värmning
och med ånginblåsning för vattengasalstring. En annan
tvåstegskombination, där man arbetar med fluidisering
och har förbränningen i ett reaktionskärl och
ånginblås-ningen och koksningen i ett annat, utexperimenteras av
Imperial Chemical Industries.
Försöksanläggningen har ett reaktionskärl för koksning
och reduktion av vattenånga med 106 cm diameter, och
där blåses kol in med en ström koldioxid; i en större
anläggning kan man använda ånga i stället. Temperaturen
i reaktionskärlet hålles vid 1 000°C ± 5°C.
Man beräknar att en stor anläggning enligt denna
princip kommer att förbruka 0,88 t kol med kalorimetriska
värmevärdet 6 300 kcal/kg och 0,42 t lågtrycksånga per
1 000 m3 vattengas, varvid man som biprodukt skulle få
2,6 t ånga av 21 at tryck, som kan användas för
kraftalstring. Dessa siffror förutsätter att man använder
värmeväxlare för att utnyttja gasernas fria värme (Chemical
Trade Journal 21 dec. 1951). Wll
Aluminiumgjutgods i laminatkonstruktion. Delar till
motorcylindrar har visat sig svåra att gjuta ekonomiskt
i aluminiumgjutgods med konventionella metoder, bl.a.
beroende på att kärnorna blir komplicerade och dyrbara.
Enligt en ny metod, som har provats med framgång i USA,
tänkes arbetsstycket skuret i parallella skivor, vilka gjuts
var och en för sig och sedan sammansättes genom lödning
i ugn. Genom lämpligt val av skivtjocklek och små
förändringar i konstruktionen kan sektionerna utformas så
att de kan gjutas i permanenta formar, och alltså
anpassas till massproduktion.
Vid sammansättningen bestryks sektionerna med ett
löd-medel som tillåter lödmetallen att fullständigt väta deras
yta, och staplas därefter på varandra med mellanlägg av
tunna plåtar av lödmetallen, vilka är utstansade till
samma form som de omgivande sektionernas yta. Det färdiga
montaget hålles uppriktat med styrpinnar i sidled och
mellanläggsbrickor i höjdled. Det lödes därefter i en elugn
vid 600°C, kyles i luft till 480° och därefter i 85° vatten.
Prov har visat att lödskarvarna har 75 ’%> av metallens
draghållfasthet och 70 o av dess utmattningshållfasthet.
Körprov på väg har också genomförts med gott resultat.
Man beräknar att lättmetallcylindrar vid massproduktion
enligt denna metod skulle kunna framställas till priser som
motsvarar kostnaden för gjutjärnsdelar (Automotive
Industries 15 dec. 1951). sah
Böcker
Stora Kopparberg — six hundred years of industrial
enterprise, av Gunnar Olssön & Burnett Anderson.
Stora Kopparbergs Bergslags AB, Stockholm 1951. 82 s.,
ill. 12 kr.
Våra industriföretags ansträngningar att presentera sig
själva utomlands resulterar allt för ofta i gedigna, men
otympliga volymer som ingen orkar läsa; dessutom är de
lika ofta skrivna på ett språk som ingen engelsk- eller
amerikanskfödd kan känna igen som sitt modersmål.
Undantag finns, men på senare tid knappast något som så
slående skiljer sig från det vanliga som denna både
läsvärda och läsliga skildring av Stora Kopparbergs Bergslags
historia under 600 år.
I korta, underhållande, ledigt skrivna och väl illustrerade
kapitel skildras företagets början, utveckling och insats
under den svenska stormaktstiden, varefter följer i bokens
andra hälft en redogörelse för verksamheten under
modernare tid, karakteriserad av företagets stora ledare Erik
Johan Ljungberg och Emil Lundqvist. Boken
utmynnar i en presentation av Bergslagets nuvarande aktivitet
inom järnhantering samt skogs- och pappersindustri,
avrundad av en framställning av företagets sociala insats.
Skall ytterligare en av bokens många förtjänster dras i
dagen är det den återhållsamma ton i vilken framställning-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}