
Full resolution (JPEG) - On this page / på denna sida - H. 17. 29 april 1952 - En fransk snabbmetallurgisk process, av Albert Portevin - Strängpressning av stål, av Albert Portevin
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 april 1952
401
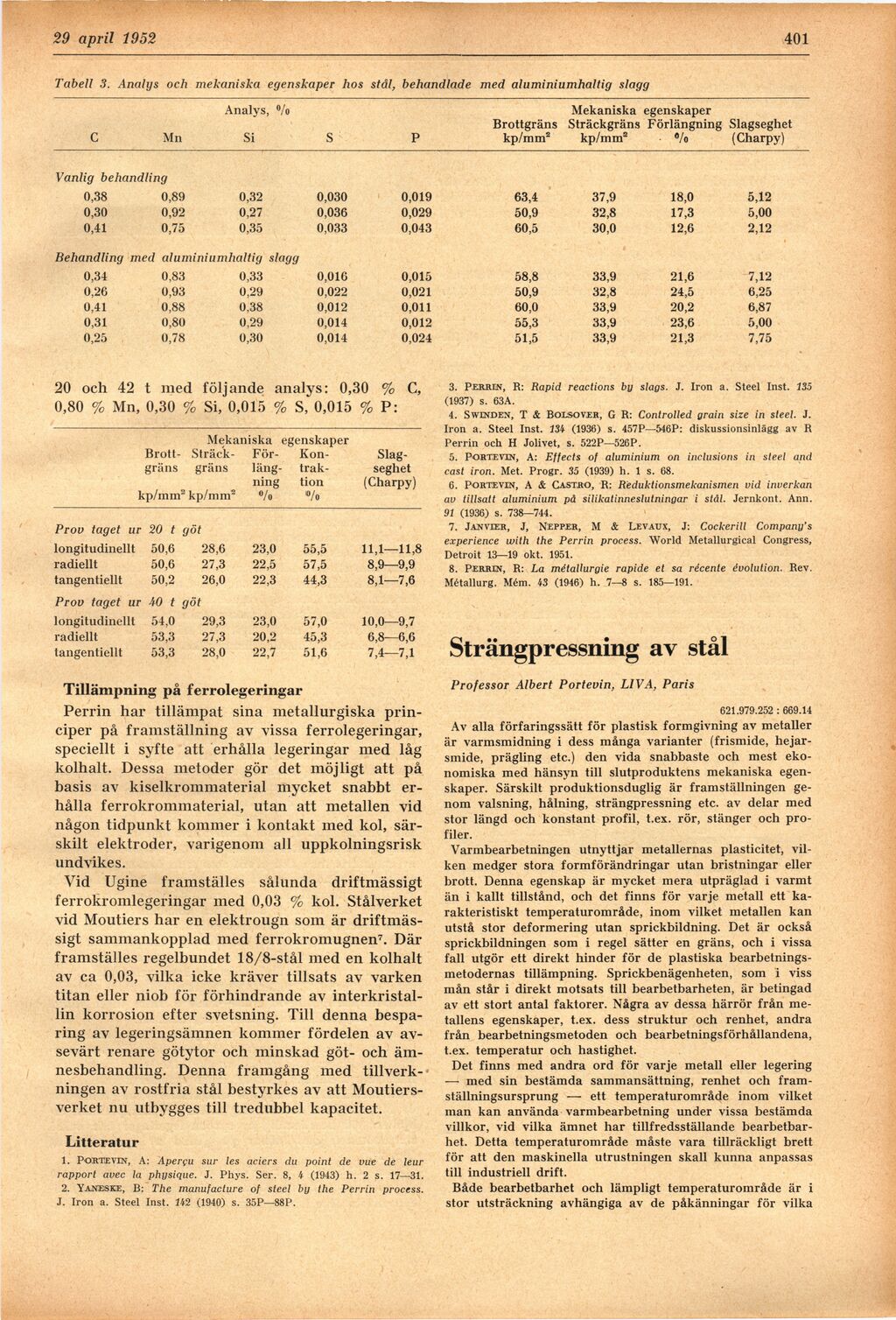
Tabell 3. Analys och mekaniska egenskaper hos stål, behandlade med aluminiumhaltig slagg
Analys, % Mekaniska egenskaper
C Mn Si S P Brottgräns kp/mm2 Sträckgräns kp/mm2 Förlängning °/o ; Slagseghet (Charpy)
Vanlig behandling
0,38 0,89 0,32 0,030 0,019 63,4 37,9 18,0 5,12
0,30 0,92 0,27 0,036 0,029 50,9 32,8 17,3 5,00
0,41 0,75 0,35 0,033 0,043 60,5 30,0 12,6 2,12
Behandling med aluminiumhaltig slagg
0,34 0,83 0,33 0,016 0,015 58,8 33,9 21,6 7,12
0,26 0,93 0,29 0,022 0,021 50,9 32,8 24,5 6,25
0,41 0,88 0,38 0,012 0,011 60,0 33,9 20,2 6,87
0,31 0,80 0,29 0,014 0,012 55,3 33,9 23,6 5,00
0,25 0,78 0,30 0,014 0,024 51,5 33,9 21,3 7,75
20 och 42 t med följande analys: 0,30 % C,
0,80 % Mn, 0,30 % Si, 0,015 % S, 0,015 % P:
Mekaniska egenskaper
Brott- Sträck- För- Kon- Slag-
gräns gräns läng- trak- seghet
ning tion (Charpy)
kp/mm2 kp/nmr °/o "»/o
Prov taget ur 20 t göt
longitudinellt 50,6 28,6 23,0 55,5 11,1—11,8
radiellt 50,6 27,3 22,5 57,5 8,9—9,9
tangentiellt 50,2 26,0 22,3 44,3 8,1—7,6
Prov taget ur A0 t göt
longitudinellt 54,0 29,3 23,0 57,0 10,0—9,7
radiellt 53,3 27,3 20,2 45,3 6,8—6,6
tangentiellt 53,3 28,0 22,7 51,6 7,4—7,1
Tillämpning på ferrolegeringar
Perrin har tillämpat sina metallurgiska
principer på framställning av vissa ferrolegeringar,
speciellt i syfte att erhålla legeringar med låg
kolhalt. Dessa metoder gör det möjligt att på
basis av kiselkrommaterial mycket snabbt
erhålla ferrokrommaterial, utan att metallen vid
någon tidpunkt kommer i kontakt med kol,
särskilt elektroder, varigenom all uppkolningsrisk
undvikes.
Vid Ugine framställes sålunda driftmässigt
ferrokromlegeringar med 0,03 % kol. Stålverket
vid Moutiers har en elektrougn som är
driftmässigt sammankopplad med ferrokromugnen7. Där
framställes regelbundet 18/8-stål med en kolhalt
av ca 0,03, vilka icke kräver tillsats av varken
titan eller niob för förhindrande av
interkristal-lin korrosion efter svetsning. Till denna
besparing av legeringsämnen kommer fördelen av
avsevärt renare götytor och minskad göt- och
ämnesbehandling. Denna framgång med
tillverkningen av rostfria stål bestyrkes av att
Moutiers-verket nu utbygges till tredubbel kapacitet.
Litteratur
1. Portevin, A: Aperpu sur les aders du point de vue de leur
rapport auec la physique. J. Phys. Ser. 8, 4 (1943) h. 2 s. 17—31.
2. Yaneiske, B: The manufacture of steel by the Perrin process.
J. Iron a. Steel Inst. 242 (1940) s. 35P—88P.
3. Perrin, R: Rapid reactions by slags. J. Iron a. Steel Inst. 235
(1937) s. 63A.
4. Swindén, T & Bolsover, G R: Controlled grain size in steel. J.
Iron a. Steel Inst. 234 (1936) s. 457P—546P: diskussionsinlägg av R
Perrin och H Jolivet, s. 522P—526P.
5. Portevin, A: Effects of aluminium ön inclusions in steel and
cast iron. Met. Progr. 35 (1939) h. 1 s. 68.
6. Pörte vin, A & Castro, R: Reduktionsmekanismen vid inverkan
av tillsatt aluminium på silikatinneslutningar i stål. Jernkont. Ann.
91 (1936) s. 738—744.
7. Janvier, J, Nepper, M & Levaux, J: Cockerill Company’s
experience with the Perrin process. World Metallurgical Congress,
Detroit 13—19 okt. 1951.
8. Perrin, R: La métallurgie rapide et sa récente evolution. Rev.
Métallurg. Mém. 43 (1946) h. 7—8 s. 185—191.
Strängpressning av stål
Professor Albert Portevin, LIVA, Paris
621.979.252 : 669.14
Av alla förfaringssätt för plastisk formgivning av metaller
är varmsmidning i dess många varianter (frismide,
hejarsmide, prägling etc.) den vida snabbaste och mest
ekonomiska med hänsyn till slutproduktens mekaniska
egenskaper. Särskilt produktionsduglig är framställningen
genom valsning, hålning, strängpressning etc. av delar med
stor längd och konstant profil, t.ex. rör, stänger och
profiler.
Varmbearbetningen utnyttjar metallernas plasticitet,
vilken medger stora formförändringar utan bristningar eller
brott. Denna egenskap är mycket mera utpräglad i varmt
än i kallt tillstånd, och det finns för varje metall ett
karakteristiskt temperaturområde, inom vilket metallen kan
utstå stor deformering utan sprickbildning. Det är också
sprickbildningen som i regel sätter en gräns, och i vissa
fall utgör ett direkt hinder för de plastiska
bearbetningsmetodernas tillämpning. Sprickbenägenheten, som i viss
mån står i direkt motsats till bearbetbarheten, är betingad
av ett stort antal faktorer. Några av dessa härrör från
metallens egenskaper, t.ex. dess struktur och renhet, andra
från bearbetningsmetoden och bearbetningsförhållandena,
t.ex. temperatur och hastighet.
Det finns med andra ord för varje metall eller legering
— med sin bestämda sammansättning, renhet och
framställningsursprung — ett temperaturområde inom vilket
man kan använda varmbearbetning under vissa bestämda
villkor, vid vilka ämnet har tillfredsställande
bearbetbar-het. Detta temperaturområde måste vara tillräckligt brett
för att den maskinella utrustningen skall kunna anpassas
till industriell drift.
Både bearbetbarhet och lämpligt temperaturområde är i
stor utsträckning avhängiga av de påkänningar för vilka
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}