
Full resolution (JPEG) - On this page / på denna sida - H. 17. 29 april 1952 - Strängpressning av stål, av Albert Portevin
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
402
TEKNISK TIDSKRIFT
metallen utsättes under formgivningsprocessen. I stort sett
är den omfattning i vilken material kan deformeras utan
sprickbildning omvänt proportionell mot den frihetsgrad
ämnet ges till deformering i olika riktningar.
Inom gränserna för i praktiken förekommande
tryck-påkänningar, är metalliska material å ena sidan praktiskt
taget inkompressibla, å den andra kan de utsättas för
brott endast genom sönderslitning i dragriktningen eller
glidning i skjuvriktningen. Därför måste deformeringen i
största utsträckning ske genom ren kompression.
Metoder för plastisk deformering
För att konkretisera begreppet frihetsgrad och
deformering under kompression kan vi betrakta två ideala
gränsfall;
hydrostatisk kompression, där deformering icke kan
uppstå i någon riktning, om inte en skillnad i yttre tryck
till-låtes uppstå mellan de olika riktningarna;
hydrostatisk expansion, där deformeringen sker genom
ett inre tryck, som ger upphov till töjning i alla riktningar.
Enligt det första fallet är det möjligt att praktiskt
deformera mycket sköra material, såsom marmor, medan i det
andra fallet inget metalliskt material kan utstå en långt
driven deformering utan sprickbildning. De två industriella
bearbetningsprocesser som närmast motsvarar
idealfallen är:
strängpressning, varvid ämnet utsättes för tryck i en
sluten cylinder, vars enda öppning utgöres av en mynning,
som inte erbjuder något nämnvärt mottryck och genom
vilken metallen kan tränga ut;
varmhålning (även roterande hålning enligt
Mannesmann), varvid man åstadkommer en radiell expansion i
alla riktningar omkring en axel, och hela ämnets massa
utsättes för cirkulär eller cylindrisk töjning.
För en bestämd metall och vid givna mekaniska data når
deformeringen ett maximum i det första fallet, och ett
minimum i det andra. Mellan dessa båda fall kan man med
växande frihetsgrad inordna: sänksmide, valsning i sluten
och öppen vals, profil, samt valsning mellan två släta
valsar eller smidning mellan två plana slagytor. Av alla dessa
plastiska bearbetningsmetoder förefaller
strängpressningen vara den som kräver minsta bearbetbarheten. Den an-
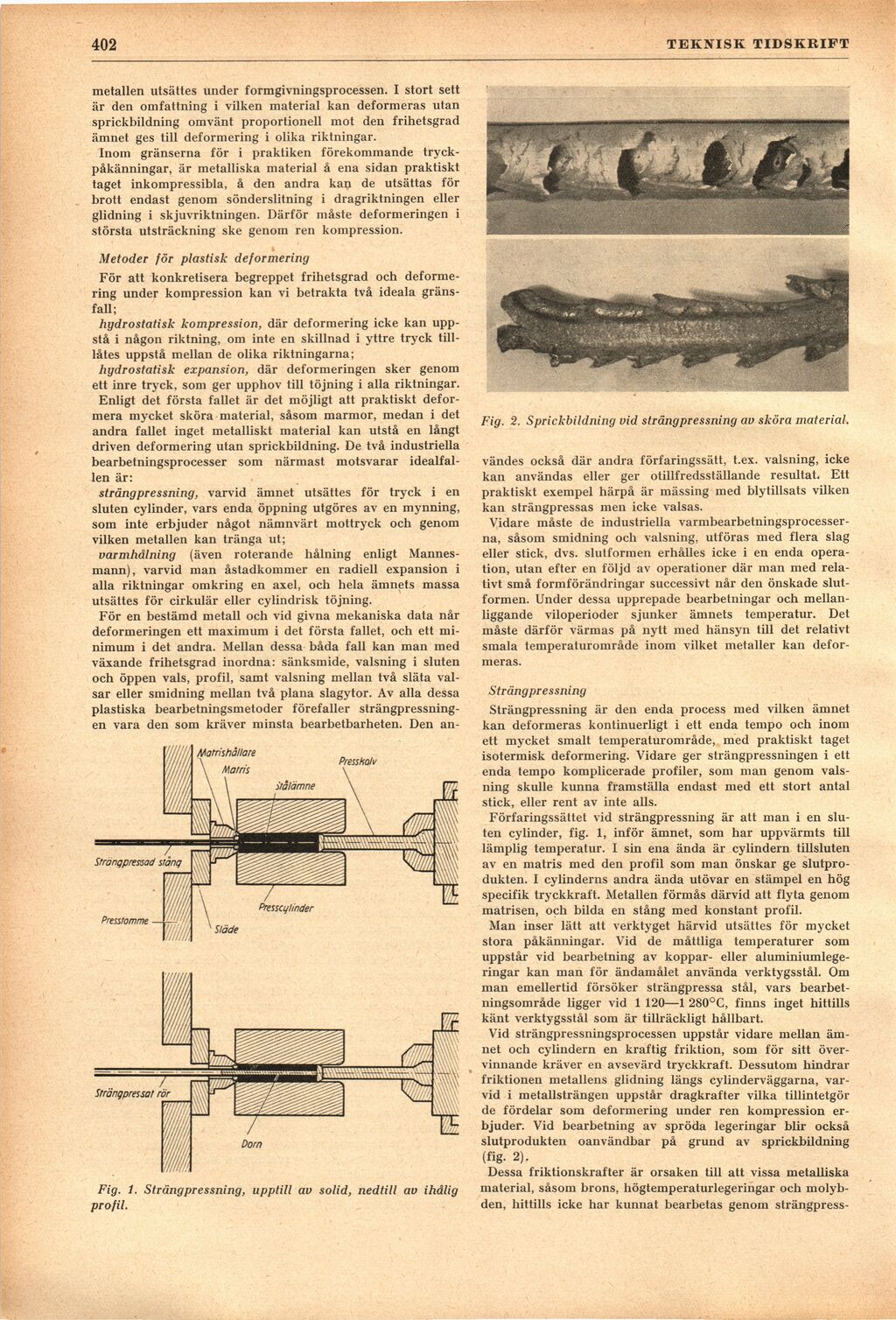
Fig. 2. Sprickbildning vid sträng pressning av sköra material.
vändes också där andra förfaringssätt, t.ex. valsning, icke
kan användas eller ger otillfredsställande resultat. Ett
praktiskt exempel härpå är mässing med blytillsats vilken
kan strängpressas men icke valsas.
Vidare måste de industriella
varmbearbetningsprocesser-na, såsom smidning och valsning, utföras med flera slag
eller stick, dvs. slutformen erhålles icke i en enda
operation, utan efter en följd av operationer där man med
relativt små formförändringar successivt når den önskade
slutformen. Under dessa upprepade bearbetningar och
mellanliggande viloperioder sjunker ämnets temperatur. Det
måste därför värmas på nytt med hänsyn till det relativt
smala temperaturområde inom vilket metaller kan
deformeras.
Strängpressning
Strängpressning är den enda process med vilken ämnet
kan deformeras kontinuerligt i ett enda tempo och inom
ett mycket smalt temperaturområde, med praktiskt taget
isotermisk deformering. Vidare ger strängpressningen i ett
enda tempo komplicerade profiler, som man genom
valsning skulle kunna framställa endast med ett stort antal
stick, eller rent av inte alls.
Förfaringssättet vid strängpressning är att man i en
sluten cylinder, fig. 1, inför ämnet, som har uppvärmts till
lämplig temperatur. I sin ena ända är cylindern tillsluten
av en matris med den profil som man önskar ge
slutprodukten. I cylinderns andra ända utövar en stämpel en hög
specifik tryckkraft. Metallen förmås därvid att flyta genom
matrisen, och bilda en stång med konstant profil.
Man inser lätt att verktyget härvid utsättes för mycket
stora påkänningar. Vid de måttliga temperaturer som
uppstår vid bearbetning av koppar- eller
aluminiumlegeringar kan man för ändamålet använda verktygsstål. Om
man emellertid försöker strängpressa stål, vars
bearbetningsområde ligger vid 1 120—1 280°C, finns inget hittills
känt verktygsstål som är tillräckligt hållbart.
Vid strängpressningsprocessen uppstår vidare mellan
ämnet och cylindern en kraftig friktion, som för sitt
övervinnande kräver en avsevärd tryckkraft. Dessutom hindrar
friktionen metallens glidning längs cylinderväggarna,
varvid i metallsträngen uppstår dragkrafter vilka tillintetgör
de fördelar som deformering under ren kompression
erbjuder. Vid bearbetning av spröda legeringar blir också
slutprodukten oanvändbar på grund av sprickbildning
(fig- 2).
Dessa friktionskrafter är orsaken till att vissa metalliska
material, såsom brons, högtemperaturlegeringar och
molybden, hittills icke har kunnat bearbetas genom strängpress-
Fig. 1. Strängpressning, upptill av solid, nedtill av ihålig
profil.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}