
Full resolution (JPEG) - On this page / på denna sida - H. 23. 10 juni 1952 - Nodulärt järn
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
542
TEKNISK TIDSKRIFT
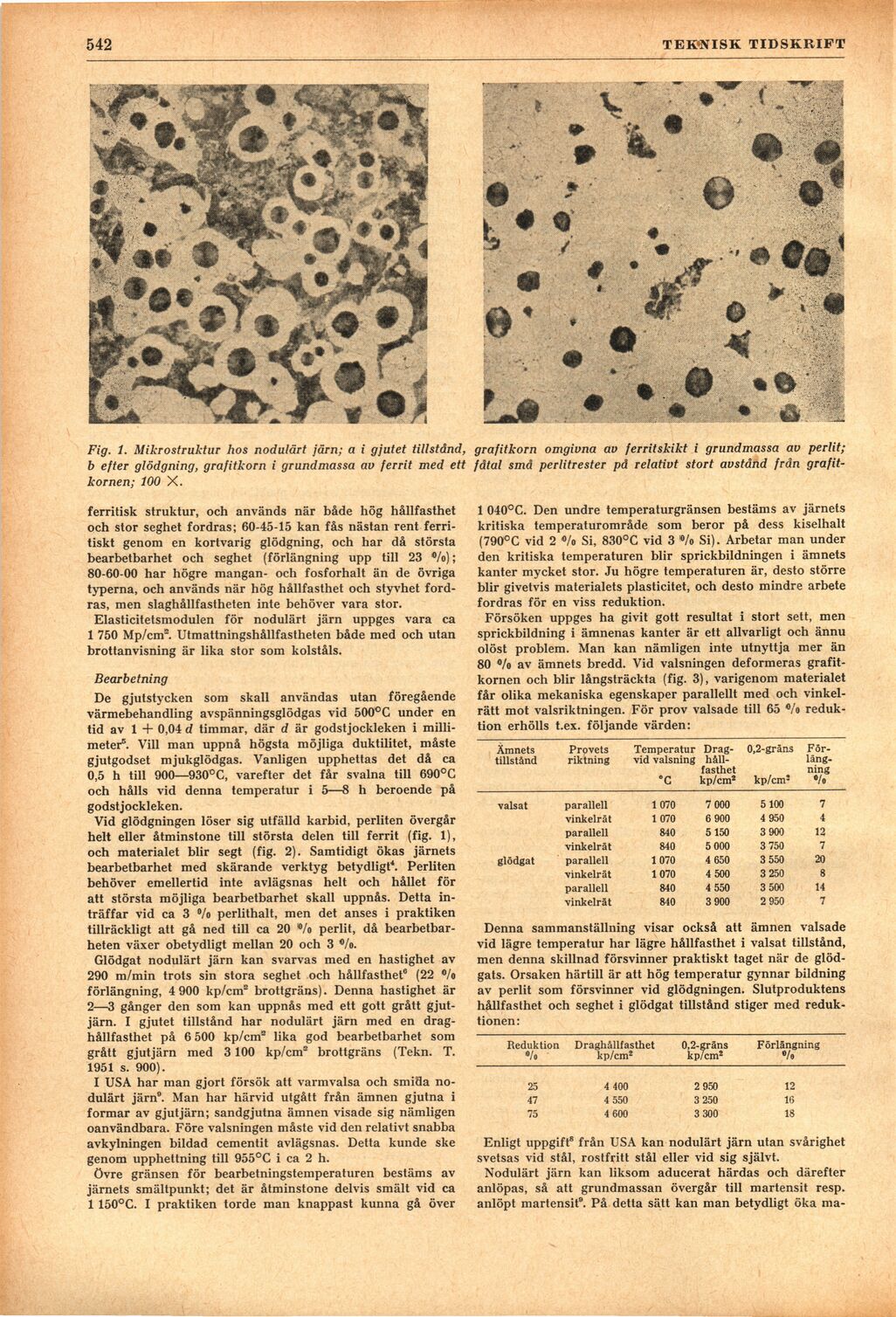
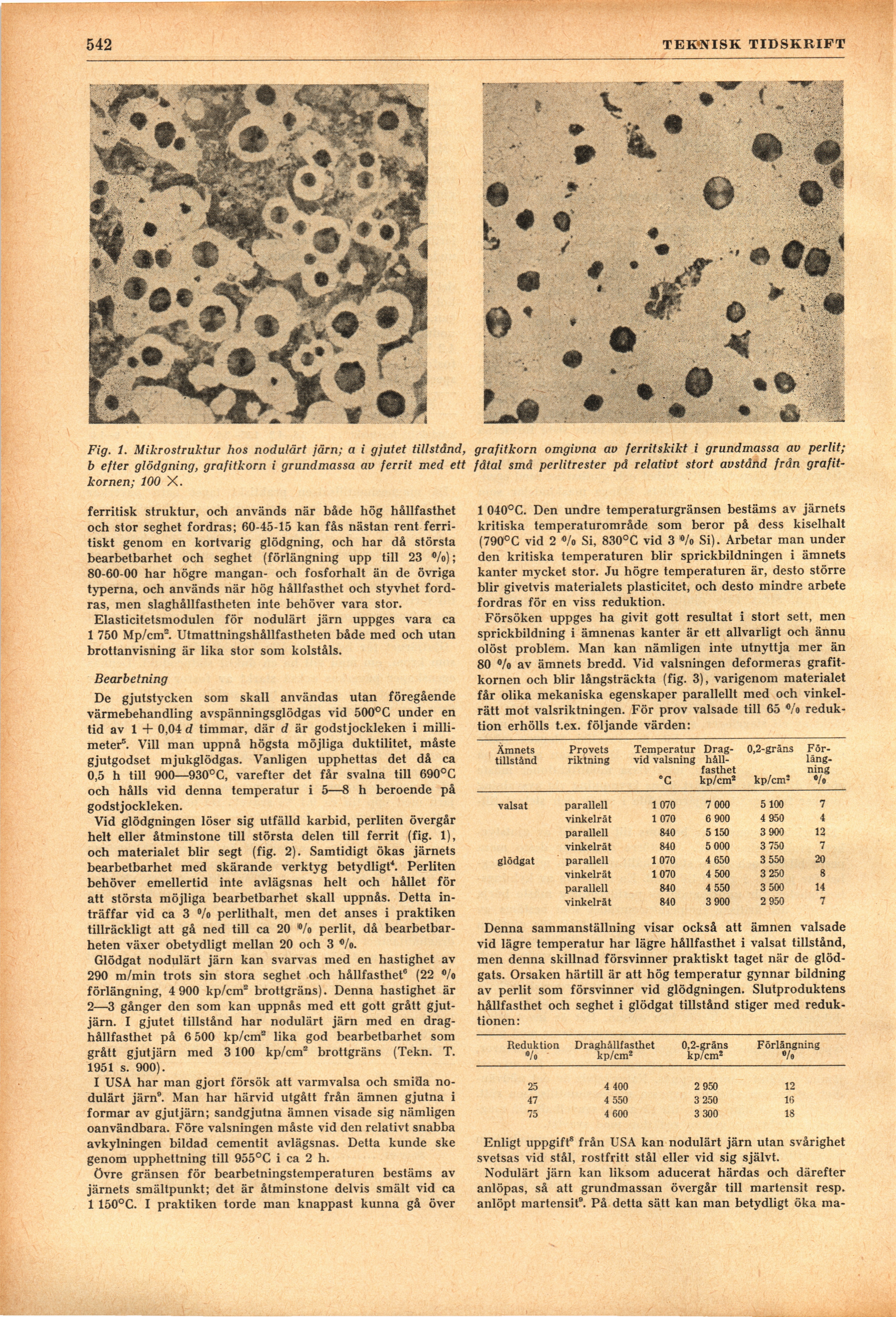
Fig. 1. Mikrostruktur hos nodulärt järn; a i gjutet tillstånd, grafitkorn omgivna av ferritskikt i grundmassa av perlit;
b efter glödgning, grafitkorn i grundmassa av ferrit med ett fåtal små perlitrester pä relativt stort avstånd från
grafitkornen; 100 X.
ferritisk struktur, och används när både hög hållfasthet
och stor seghet fordras; 60-45-15 kan fås nästan rent
ferri-tiskt genom en kortvarig glödgning, och har då största
bearbetbarhet och seghet (förlängning upp till 23 %>);
80-60-00 har högre mangan- och fosforhalt än de övriga
typerna, och används när hög hållfasthet och styvhet
fordras, men slaghållfastheten inte behöver vara stor.
Elasticitetsmodulen för nodulärt järn uppges vara ca
1 750 Mp/cm2. Utmattningshållfastheten både med och utan
brottanvisning är lika stor som kolståls.
Bearbetning
De gjutstycken som skall användas utan föregående
värmebehandling avspänningsglödgas vid 500°C under en
tid av 1 + 0,04 d timmar, där d är godstjockleken i
millimeter5. Vill man uppnå högsta möjliga duktilitet, måste
gjutgodset mjukglödgas. Vanligen upphettas det då ca
0,5 h till 900—930°C, varefter det får svalna till 690°C
och hålls vid denna temperatur i 5—8 h beroende på
godstjockleken.
Vid glödgningen löser sig utfälld karbid, perliten övergår
helt eller åtminstone till största delen till ferrit (fig. 1),
och materialet blir segt (fig. 2). Samtidigt ökas järnets
bearbetbarhet med skärande verktyg betydligt4. Perliten
behöver emellertid inte avlägsnas helt och hållet för
att största möjliga bearbetbarhet skall uppnås. Detta
inträffar vid ca 3 % perlithalt, men det anses i praktiken
tillräckligt att gå ned till ca 20 *>/o perlit, då
bearbetbar-heten växer obetydligt mellan 20 och 3 °/o.
Glödgat nodulärt järn kan svarvas med en hastighet av
290 m/min trots sin stora seghet och hållfasthet6 (22 °/o
förlängning, 4 900 kp/cm2 brottgräns). Denna hastighet är
2—3 gånger den som kan uppnås med ett gott grått
gjutjärn. I gjutet tillstånd har nodulärt järn med en
draghållfasthet på 6 500 kp/cm2 lika god bearbetbarhet som
grått gjutjärn med 3 100 kp/cm2 brottgräns (Tekn. T.
1951 s. 900).
I USA har man gjort försök att varmvalsa och smida
nodulärt järn9. Man har härvid utgått från ämnen gjutna i
formar av gjutjärn; sandgjutna ämnen visade sig nämligen
oanvändbara. Före valsningen måste vid den relativt snabba
avkylningen bildad cementit avlägsnas. Detta kunde ske
genom upphettning till 955°G i ca 2 h.
övre gränsen för bearbetningstemperaturen bestäms av
järnets smältpunkt; det är åtminstone delvis smält vid ca
1 150°C. I praktiken torde man knappast kunna gå över
1 040°C. Den undre temperaturgränsen bestäms av järnets
kritiska temperaturområde som beror på dess kiselhalt
(790°C vid 2 «/o Si, 830°C vid 3 Vo Si). Arbetar man under
den kritiska temperaturen blir sprickbildningen i ämnets
kanter mycket stor. Ju högre temperaturen är, desto större
blir givetvis materialets plasticitet, och desto mindre arbete
fordras för en viss reduktion.
Försöken uppges ha givit gott resultat i stort sett, men
sprickbildning i ämnenas kanter är ett allvarligt och ännu
olöst problem. Man kan nämligen inte utnyttja mer än
80 o/o av ämnets bredd. Vid valsningen deformeras
grafitkornen och blir långsträckta (fig. 3), varigenom materialet
får olika mekaniska egenskaper parallellt med och
vinkelrätt mot valsriktningen. För prov valsade till 65 °/o
reduktion erhölls t.ex. följande värden:
Ämnets Provets Temperatur Drag- 0,2-gräns För-
tillstånd riktning vid valsning °C [-hållfasthet-] {+håll- fasthet+} kp/cm2 kp/cm5 läng- ning •/•
valsat parallell 1070 7 000 5100 7
vinkelrät 1 070 6 900 4 950 4
parallell 840 5150 3 900 12
vinkelrät 840 5 000 3 750 7
glödgat parallell 1070 4 650 3 550 20
vinkelrät 1070 4 500 3 250 8
parallell 840 4 550 3 500 14
vinkelrät 840 3 900 2 950 7
Denna sammanställning visar också att ämnen valsade
vid lägre temperatur har lägre hållfasthet i valsat tillstånd,
men denna skillnad försvinner praktiskt taget när de
glödgats. Orsaken härtill är att hög temperatur gynnar bildning
av perlit som försvinner vid glödgningen. Slutproduktens
hållfasthet och seghet i glödgat tillstånd stiger med
reduktionen:
Reduktion •/o Draghållfasthet kp/cm2 0,2-gräns kp/cm2 Förlängning »/o
25 4 400 2 950 12
47 4 550 3 250 16
75 4 600 3 300 18
Enligt uppgift8 från USA kan nodulärt järn utan svårighet
svetsas vid stål, rostfritt stål eller vid sig självt.
Nodulärt järn kan liksom aducerat härdas och därefter
anlöpas, så att grundmassan övergår till martensit resp.
anlöpt martensit9. På detta sätt kan man betydligt öka ma-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}