
Full resolution (JPEG) - On this page / på denna sida - H. 24. 17 juni 1952 - Tillverkningsmetoder inom flygindustrin, av Torsten Widell
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
558
TEKNISK TIDSKRIFT
Fig. 13. Press
av tysk
konstruktion med
33 000 Mp
presskraft.
Fig. 14.
Amerikansk smi-despress med
18 000 Mp
presskraft.
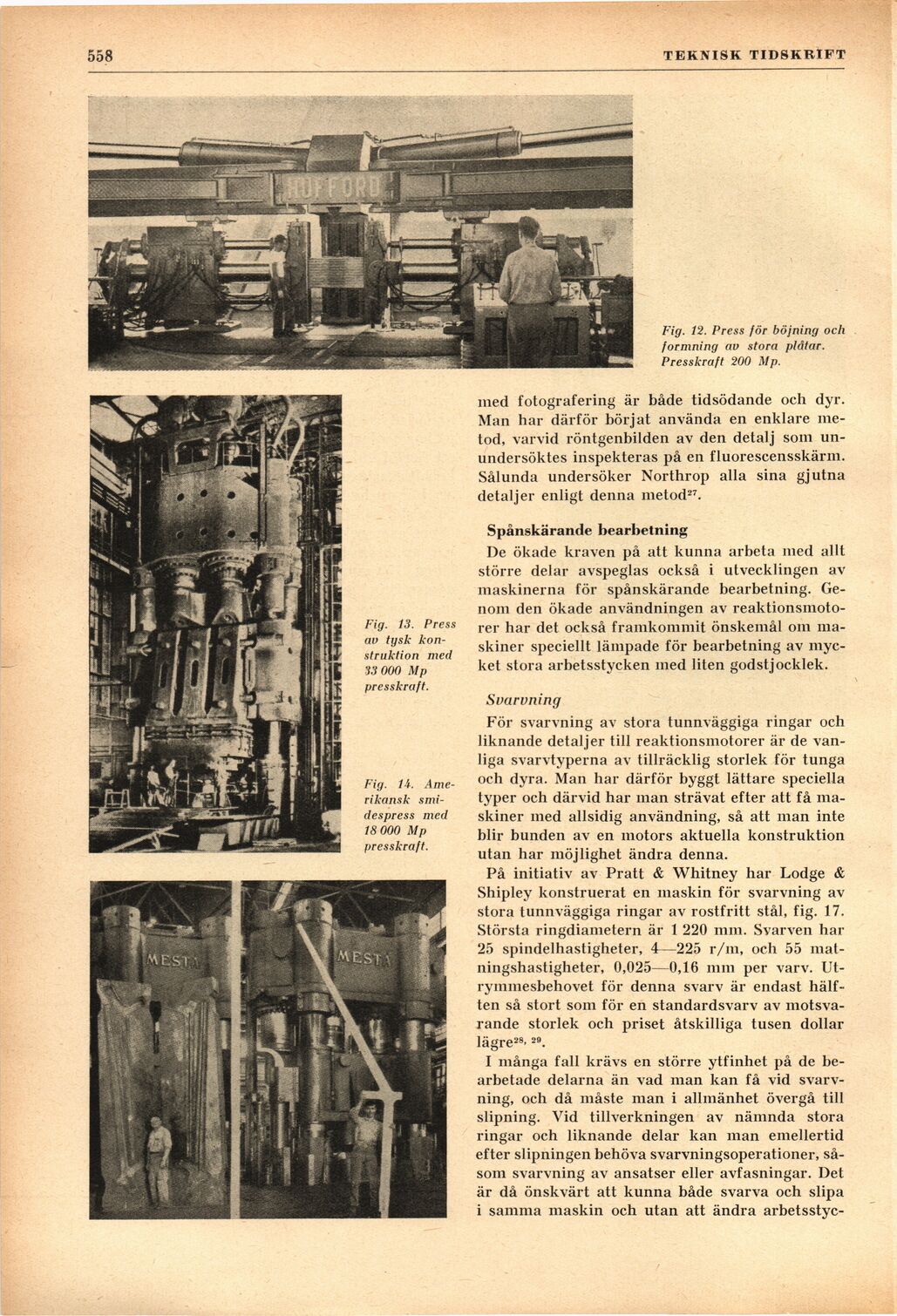
Fig. 12. Press för böjning och
formning av stora plåtar.
Presskraft 200 Mp.
med fotografering är både tidsödande och dyr.
Man har därför börjat använda en enklare
metod, varvid röntgenbilden av den detalj som
un-undersöktes inspekteras på en fluorescensskärm.
Sålunda undersöker Northrop alla sina gjutna
detaljer enligt denna metod27.
Spånskärande bearbetning
De ökade kraven på att kunna arbeta med allt
större delar avspeglas också i utvecklingen av
maskinerna för spånskärande bearbetning.
Genom den ökade användningen av
reaktionsmotorer har det också framkommit önskemål om
maskiner speciellt lämpade för bearbetning av
mycket stora arbetsstycken med liten godstjocklek.
Svarvning
För svarvning av stora tunnväggiga ringar och
liknande detaljer till reaktionsmotorer är de
vanliga svarvtyperna av tillräcklig storlek för tunga
och dyra. Man har därför byggt lättare speciella
typer och därvid har man strävat efter att få
maskiner ined allsidig användning, så att man inte
blir bunden av en motors aktuella konstruktion
utan har möjlighet ändra denna.
På initiativ av Pratt & Whitney har Lodge &
Shipley konstruerat en maskin för svarvning av
stora tunnväggiga ringar av rostfritt stål, fig. 17.
Största ringdiametern är 1 220 mm. Svarven har
25 spindelhastigheter, 4—225 r/m, och 55
matningshastigheter, 0,025—0,16 mm per varv.
Utrymmesbehovet för denna svarv är endast
hälften så stort som för en standardsvarv av
motsvarande storlek och priset åtskilliga tusen dollar
lägre28-29.
I många fall krävs en större ytfinhet på de
bearbetade delarna än vad man kan få vid
svarvning, och då måste man i allmänhet övergå till
slipning. Vid tillverkningen av nämnda stora
ringar och liknande delar kan man emellertid
efter slipningen behöva svarvningsoperationer,
såsom svarvning av ansatser eller avfasningar. Det
är då önskvärt att kunna både svarva och slipa
i samma maskin och utan att ändra arbetsstyc-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}