
Full resolution (JPEG) - On this page / på denna sida - H. 28. 12 augusti 1952 - Andras erfarenheter - Ytjämnhet hos detaljer, bearbetade med spånskärande verktyg, av J Murkes - Böcker - Oljeeldningsekonomi, av Wll
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 augusti 1952 647
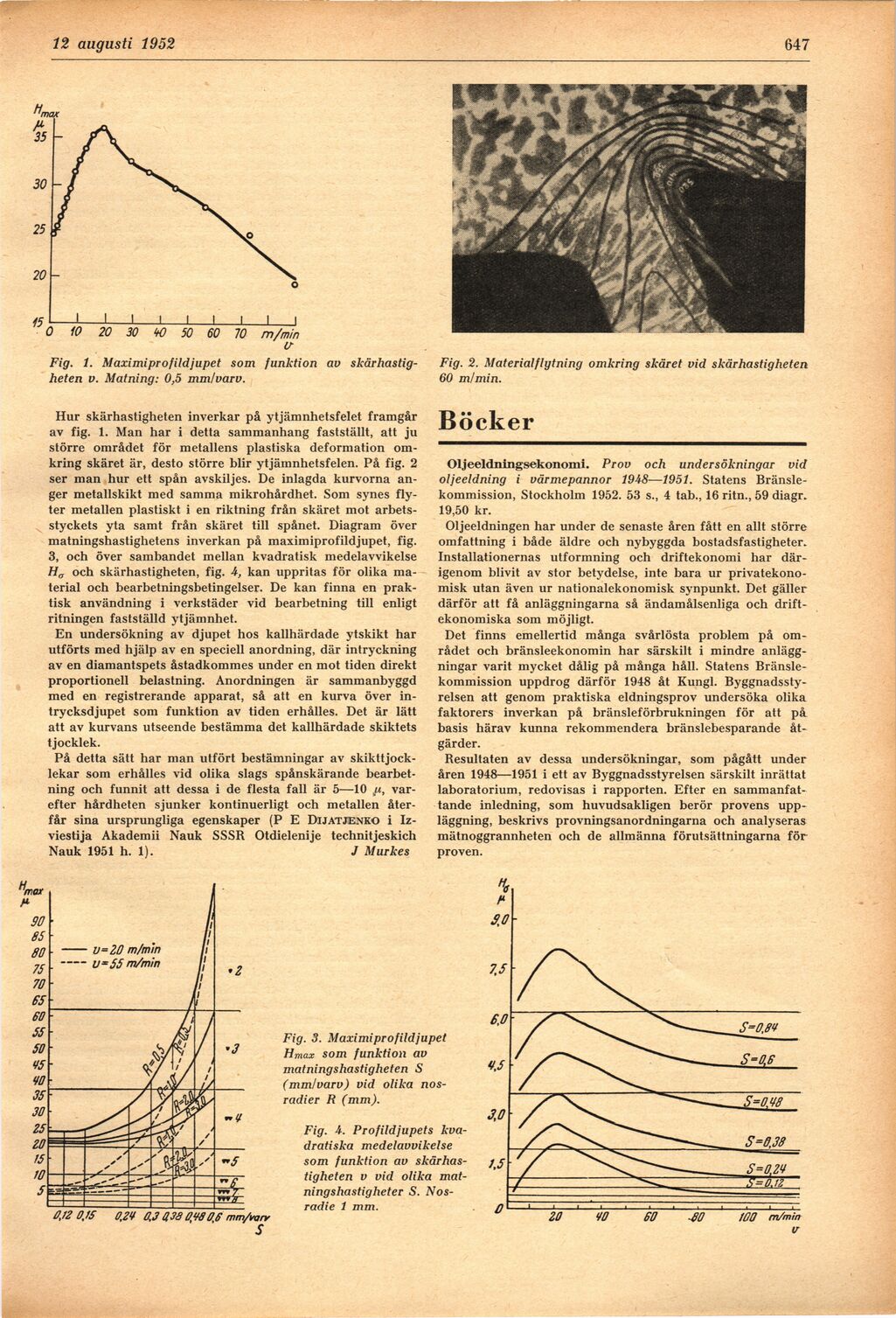
Fig. 2. Materialflytning omkring skäret vid skärhastigheten
60 m/min.
Fig. 1. Maximi pr o fildjupet som funktion av skär
hastigheten v. Matning: 0,5 mm!varv.
Hur skärhastigheten inverkar på ytjämnhetsfelet framgår
av fig. 1. Man har i detta sammanhang fastställt, att ju
större området för metallens plastiska deformation
omkring skäret är, desto större blir ytjämnhetsfelen. På fig. 2
ser man hur ett spån avskiljes. De inlagda kurvorna
anger metallskikt med samma mikrohårdhet. Som synes
flyter metallen plastiskt i en riktning från skäret mot
arbetsstyckets yta samt från skäret till spånet. Diagram över
matningshastighetens inverkan på maximiprofildjupet, fig.
3, och över sambandet mellan kvadratisk medelavvikelse
Ha och skärhastigheten, fig. 4, kan uppritas för olika
material och bearbetningsbetingelser. De kan finna en
praktisk användning i verkstäder vid bearbetning till enligt
ritningen fastställd ytjämnhet.
En undersökning av djupet hos kallhärdade ytskikt har
utförts med hjälp av en speciell anordning, där intryckning
av en diamantspets åstadkommes under en mot tiden direkt
proportionell belastning. Anordningen är sammanbyggd
med en registrerande apparat, så att en kurva över
intrycksdjupet som funktion av tiden erhålles. Det är lätt
att av kurvans utseende bestämma det kallhärdade skiktets
tjocklek.
På detta sätt har man utfört bestämningar av
skikttjocklekar som erhålles vid olika slags spånskärande
bearbetning och funnit att dessa i de flesta fall är 5—10 ja,
varefter hårdheten sjunker kontinuerligt och metallen
återfår sina ursprungliga egenskaper (P E Dijatjienko i
Iz-viestija Akademii Nauk SSSR Otdielenije technitjeskich
Nauk 1951 h. 1). J Murkes
Böcker
Oljeeldningsekonomi. Prov och undersökningar vid
oljeeldning i värmepannor 1948—1951. Statens
Bränslekommission, Stockholm 1952. 53 s., 4 tab., 16 ritn., 59 diagr.
19,50 kr.
Oljeeldningen har under de senaste åren fått en allt större
omfattning i både äldre och nybyggda bostadsfastigheter.
Installationernas utformning och driftekonomi har
därigenom blivit av stor betydelse, inte bara ur
privatekonomisk utan även ur nationalekonomisk synpunkt. Det gäller
därför att få anläggningarna så ändamålsenliga och
driftekonomiska som möjligt.
Det finns emellertid många svårlösta problem på
området och bränsleekonomin har särskilt i mindre
anläggningar varit mycket dålig på många håll. Statens
Bränslekommission uppdrog därför 1948 åt Kungl.
Byggnadsstyrelsen att genom praktiska eldningsprov undersöka olika
faktorers inverkan på bränsleförbrukningen för att på
basis härav kunna rekommendera bränslebesparande
åtgärder.
Resultaten av dessa undersökningar, som pågått under
åren 1948—1951 i ett av Byggnadsstyrelsen särskilt inrättat
laboratorium, redovisas i rapporten. Efter en
sammanfattande inledning, som huvudsakligen berör provens
uppläggning, beskrivs provningsanordningarna och analyseras
mätnoggrannheten och de allmänna förutsättningarna för
proven.
Fig. 3. Maximiprofildjupet
Hmax som funktion av
matningshastigheten S
(mm/varv) vid olika
nos-radier R (mm).
Fig. A. Profildjupets
kvadratiska medelavvikelse
som funktion av
skärhastigheten v vid olika
matningshastigheter S.
Nos-radie 1 mm.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}