
Full resolution (JPEG) - On this page / på denna sida - H. 43. 25 november 1952 - Uträtta mera — med mindre arbete! av Arvid Wilner - Nya metoder - Kopparlödning av rostfritt stål, av SHl - Trådledningsväxel, av Je - Fotografier på plast, av SHl - Bättre stål genom kallbearbetning, av SHl - Precisionsgjutning av aluminiumlegeringar, av SHl - Melaminplast till stödförband, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
■1000
TEKNISK TIDSKRIFT
Slutord
Som av de anförda exemplen framgår finnes vid
kontorsarbete i allmänhet, och särskilt i
samband med arbetsledning eller då samarbete med
ett flertal personer förekommer, mycket goda
möjligheter att, t.o.m. med små och enkla medel,
åstadkomma bättre ordning och planmässighet i
arbetet samt därigenom reducera
irritationsmoment och tidsförluster. Det kan härigenom för
samtliga parter bli möjligt att uträtta mer med
mindre arbete.
De nämnda exemplen på åtgärder i denna
riktning har icke så mycket avsett att visa hur detta
skall göras, ty detta kan ske på många olika sätt,
utan avsikten har framförallt varit att påvisa att
något kan göras, och detta t.o.m. av var och en.
Den som vill ägna någon möda häråt kommer
säkerligen att erfara både stimulans av arbetet
härmed och tillfredsställelse med resultatet. Man
behöver då icke "musik i arbetet" för att detta
skall få innehåll, utan kan själv åstadkomma
någonting bättre, nämligen "musik genom arbetet".
Nya metoder
Kopparlödning av rostfritt stål. Grova delar av rostfritt
stål lär kunna kopparlödas utan oxidation av stålytan och
utan flussmedel, om lödställena först överdras med ett tunt
lager av järn. Materialet kan nämligen sedan lödas på
samma sätt som kolstål. Fogarna uppges bli korrosionsfasta.
Arbetsstycket görs först till anod i ett elektrolytiskt bad
innehållande 30 % svavelsyra, 10 %> natriumsulfat och
0,05 °/o koksalt. Efter en kort behandling som katod
överförs det så snabbt som möjligt till ett annat bad
innehållande 300 g/1 ferroklorid och 335 g/1 kalciumklorid. I
detta fälls järn ut elektrolytiskt till en skikttjocklek på
5—7,5 ja.. Vid hårdlödningen läggs ett tunt kopparbleck
mellan de arbetsstycken som skall förenas, varefter
alltsammans upphettas till 1 180°C i 1,5 min. Efter lödningen
avlägsnas det tunna järnöverdraget genom betning (Metal
Industri 12 sept. 1952). SHI
Trådledningsväxel. Trådledningsväxlar har normalt
utförts så, att en kort tunga i en gjuten kåpa växlats på
elektromagnetisk väg från fordonet. Metoden har flera
nackdelar: tungan deformeras relativt snabbt, två avbrott
mellan strömavtagarsko och trådledning erhålles vid varje
passage och krökningsradien blir liten med stor
centrifugalkraft som följd.
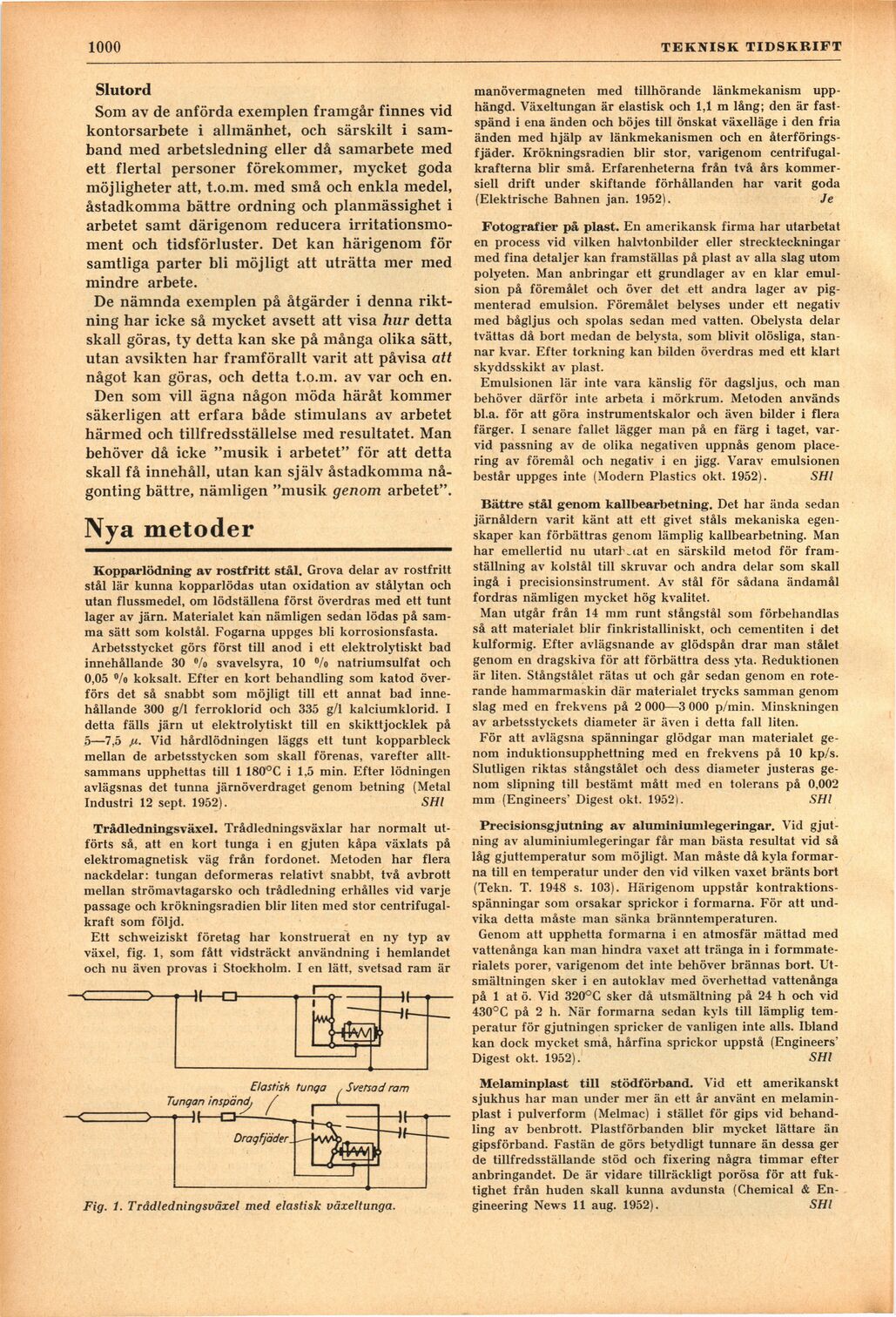
Ett schweiziskt företag har konstruerat en ny typ av
växel, fig. 1, som fått vidsträckt användning i hemlandet
och nu även provas i Stockholm. I en lätt, svetsad ram är
Fig. 1. Trådledningsväxel med elastisk våxeltunga.
manövermagneten med tillhörande länkmekanism
upphängd. Växeltungan är elastisk och 1,1 m lång; den är
fastspänd i ena änden och böjes till önskat växelläge i den fria
änden med hjälp av länkmekanismen och en
återförings-fjäder. Krökningsradien blir stor, varigenom
centrifugal-krafterna blir små. Erfarenheterna från två års
kommersiell drift under skiftande förhållanden har varit goda
(Elektrische Bahnen jan. 1952). Je
Fotografier på plast. En amerikansk firma har utarbetat
en process vid vilken halvtonbilder eller streckteckningar
med fina detaljer kan framställas på plast av alla slag utom
polyeten. Man anbringar ett grundlager av en klar
emulsion på föremålet och över det ett andra lager av
pigmenterad emulsion. Föremålet belyses under ett negativ
med bågljus och spolas sedan med vatten. Obelysta delar
tvättas då bort medan de belysta, som blivit olösliga,
stannar kvar. Efter torkning kan bilden överdras med ett klart
skyddsskikt av plast.
Emulsionen lär inte vara känslig för dagsljus, och man
behöver därför inte arbeta i mörkrum. Metoden används
bl.a. för att göra instrumentskalor och även bilder i flera
färger. I senare fallet lägger man på en färg i taget,
varvid passning av de olika negativen uppnås genom
placering av föremål och negativ i en jigg. Varav emulsionen
består uppges inte (Modern Plastics okt. 1952). SHI
Bättre stål genom kallbearbetning. Det har ända sedan
järnåldern varit känt att ett givet ståls mekaniska
egenskaper kan förbättras genom lämplig kallbearbetning. Man
har emellertid nu utarbetat en särskild metod för
framställning av kolstål till skruvar och andra delar som skall
ingå i precisionsinstrument. Av stål för sådana ändamål
fordras nämligen mycket hög kvalitet.
Man utgår från 14 mm runt stångstål som förbehandlas
så att materialet blir finkristalliniskt, och cementiten i det
kulformig. Efter avlägsnande av glödspån drar man stålet
genom en dragskiva för att förbättra dess yta. Reduktionen
är liten. Stångstålet rätas ut och går sedan genom en
roterande hammarmaskin där materialet trycks samman genom
slag med en frekvens på 2 000—3 000 p/min. Minskningen
av arbetsstyckets diameter är även i detta fall liten.
För att avlägsna spänningar glödgar man materialet
genom induktionsupphettning med en frekvens på 10 kp/s.
Slutligen riktas stångstålet och dess diameter justeras
genom slipning till bestämt mått med en tolerans på 0.002
mm (Engineers’ Digest okt. 1952). SHI
Precisionsgjutning av aluminiumlegeringar. Vid
gjutning av aluminiumlegeringar får man bästa resultat vid så
låg gjuttemperatur som möjligt. Man måste då kyla
formarna till en temperatur under den vid vilken vaxet bränts bort
(Tekn. T. 1948 s. 103). Härigenom uppstår
kontraktions-spänningar som orsakar sprickor i formarna. För att
undvika detta måste man sänka bränntemperaturen.
Genom att upphetta formarna i en atmosfär mättad med
vattenånga kan man hindra vaxet att tränga in i
formmaterialets porer, varigenom det inte behöver brännas bort.
Ut-smältningen sker i en autoklav med överhettad vattenånga
på 1 at ö. Vid 320°C sker då utsmältning på 24 h och vid
430°C på 2 h. När formarna sedan kyls till lämplig
temperatur för gjutningen spricker de vanligen inte alls. Ibland
kan dock mycket små, hårfina sprickor uppstå (Engineers’
Digest okt. 1952). SHI
Melaminplast till stödförband. Vid ett amerikanskt
sjukhus har man under mer än ett år använt en
melaminplast i pulverform (Melmac) i stället för gips vid
behandling av benbrott. Plastförbanden blir mycket lättare än
gipsförband. Fastän de görs betydligt tunnare än dessa ger
de tillfredsställande stöd och fixering några timmar efter
anbringandet. De är vidare tillräckligt porösa för att
fuktighet från huden skall kunna avdunsta (Chemical &
Engineering News 11 aug. 1952). SHI
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}