
Full resolution (JPEG) - On this page / på denna sida - H. 44. 2 december 1952 - Andras erfarenheter - Metallkeramiska material, av SHl - Hur spindeln knyter sitt nät, av SHl - Emalj för belysningstekniskt bruk, av G Günther
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
25 november 1952
1033
keramikrör större resistens mot snabba
temperaturväxlingar.
En mycket viktig fråga är också föremålens formgivning.
Många lovande användningar av metallkeramiska material
har inte kunnat realiseras, därför att man givit
arbetsstycken av det nya materialet samma form som de haft
utförda i metall. Orsaken till misslyckandena är vanligen att de
metallkeramiska materialen har vida mindre duktilitet än
metaller. Man har t.ex. kunnat öka hållfastheten hos
gas-turbinskovlar av titankarbid till den trefaldiga genom
några mycket enkla ändringar i konstruktionen.
Metallkeramiska material har vid de flesta temperaturer
mycket mindre drag- än tryckhållfasthet. Det är därför av
vikt att så vitt möjligt konstruera delar av dessa material
så att de utsätts för tryck- i stället för dragpåkänningar. I
Tyskland har man t.ex. en gång utfört en gasturbin med
keramikskovlar i vilken dessa nästan bara utsattes för
tryckpåkänningar. I USA tycks framstegen i konstruktion
vara mindre än vid framställning av metallkeramiska
material (J H WiESTBiROOK i American Ceramic Society Bulletin
juni, juli 1952; Engineers’ Digest juli 1952). SHI
Hur spindeln knyter sitt nät. Spindlar har 2—8,
vanligen sex spinnkörtlar. En sådan har antingen 6—100 små
rör, som ger ytterst fina trådar, eller upp till fem större
rör som ger grövre trådar.
En spindel, tillhörande den familj som bygger vertikala,
hjulformiga nät, börjar med att sträcka en brygga. Vanligen
släpper hon då ut en mycket fin tråd, som hon fäster vid
ett föremål A (fig. 1), och väntar tills vinden fört den över
till ett annat föremål B vid vilket den fastnar. Spindeln
klättrar sedan längs tråden som hon samtidigt rullar upp
och ersätter med en grövre tråd. Därefter återvänder hon
till A med en ny finare tråd (streckad i fig. 1). Sedan hon
fäst den nya tråden i A klättrar hon tillbaka till en punkt
X där hon släpper taget i den grova tråden och faller till
punkt X’. I den vinkelspets, där spindeln nu befinner sig,
fäster hon en tredje tråd och släpper sig längs denna tills
hon finner en fästpunkt Z.
Från X’, som skall bli nätets centrum, drar spindeln en
tråd till C ungefär halvvägs mellan X’ och B, varefter hon
återvänder till D där hon i CX’ fäster en ny tråd. Denna
drar hon till E ungefär halvvägs mellan X’ och A och
spänner den så att en ny Y-formad konstruktion bildas i
den första. Denna procedur upprepas i vinklarna AX’Z
och BX’Z varvid de lösa ändarna fästs i något föremål.
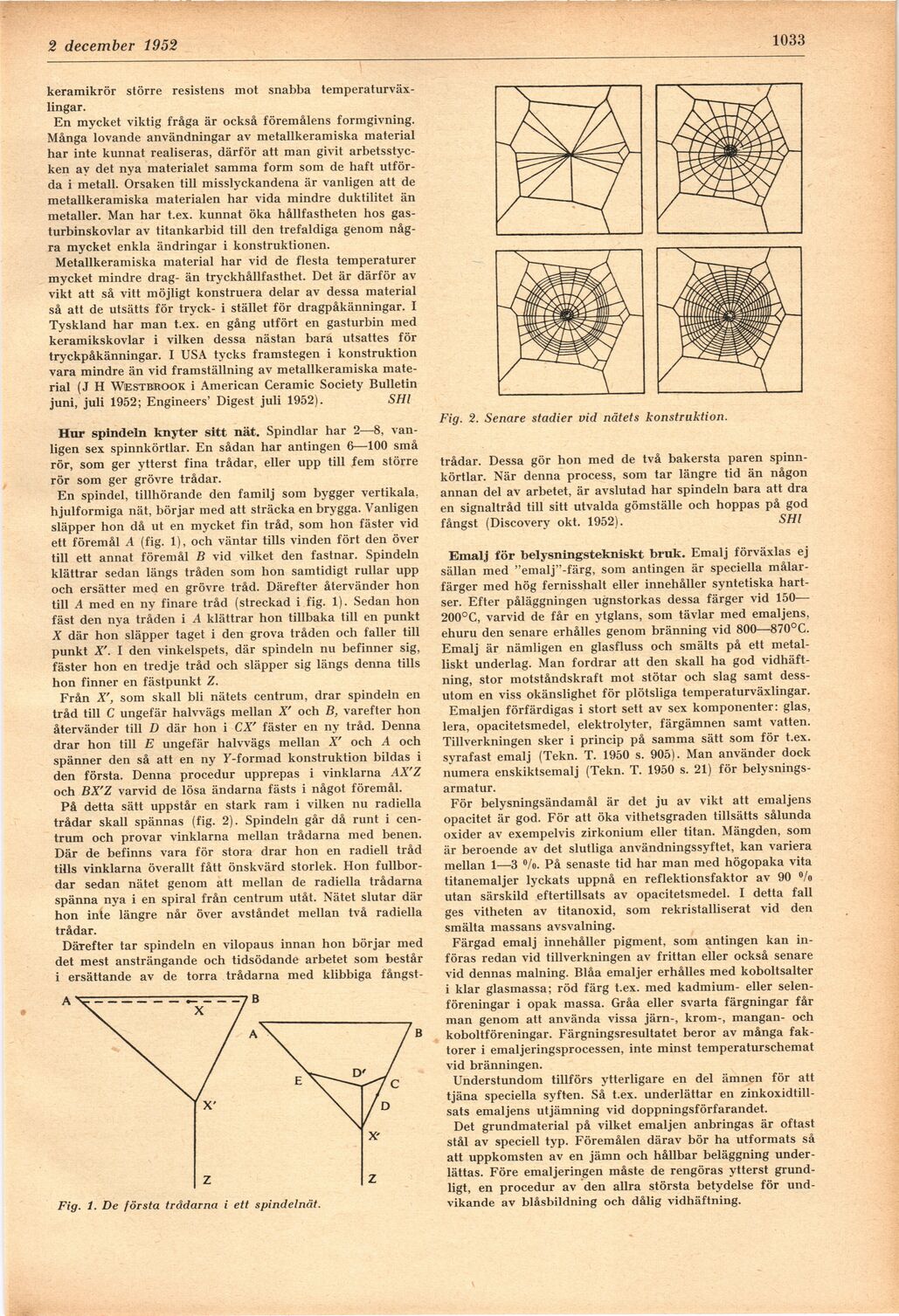
På detta sätt uppstår en stark ram i vilken nu radiella
trådar skall spännas (fig. 2). Spindeln går då runt i
centrum och provar vinklarna mellan trådarna med benen.
Där de befinns vara för stora drar hon en radiell tråd
tills vinklarna överallt fått önskvärd storlek. Hon
fullbordar sedan nätet genom att mellan de radiella trådarna
spänna nya i en spiral från centrum utåt. Nätet slutar där
hon inte längre når över avståndet mellan två radiella
trådar.
Därefter tar spindeln en vilopaus innan hon börjar med
det mest ansträngande och tidsödande arbetet som består
i ersättande av de torra trådarna med klibbiga fångst-
Fig. 2. Senare stadier vid nätets konstruktion.
trådar. Dessa gör hon med de två bakersta paren
spinnkörtlar. När denna process, som tar längre tid än någon
annan del av arbetet, är avslutad har spindeln bara att dra
en signaltråd till sitt utvalda gömställe och hoppas på god
fångst (Discovery okt. 1952). SHI
Emalj för belysningstekniskt bruk. Emalj förväxlas ej
sällan med "emalj"-färg, som antingen är speciella
målarfärger med hög fernisshalt eller innehåller syntetiska
hartser. Efter påläggningen ugnstorkas dessa färger vid 150—
200°C, varvid de får en ytglans, som tävlar med emaljens,
ehuru den senare erhålles genom bränning vid 800—870°C.
Emalj är nämligen en glasfluss och smälts på ett
metalliskt underlag. Man fordrar att den skall ha god
vidhäftning, stor motståndskraft mot stötar och slag samt
dessutom en viss okänslighet för plötsliga temperaturväxlingar.
Emaljen förfärdigas i stort sett av sex komponenter: glas,
lera, opacitetsmedel, elektrolyter, färgämnen samt vatten.
Tillverkningen sker i princip på samma sätt som för t.ex.
syrafast emalj (Tekn. T. 1950 s. 905). Man använder dock
numera enskiktsemalj (Tekn. T. 1950 s. 21) för
belysningsarmatur.
För belysningsändamål är det ju av vikt att emaljens
opacitet är god. För att öka vithetsgraden tillsätts sålunda
oxider av exempelvis zirkonium eller titan. Mängden, som
är beroende av det slutliga användningssyftet, kan variera
mellan 1—3 °/o. På senaste tid har man med högopaka vita
titanemaljer lyckats uppnå en reflektionsfaktor av 90 %
utan särskild eftertillsats av opacitetsmedel. I detta fall
ges vitheten av titanoxid, som rekristalliserat vid den
smälta massans avsvalning.
Färgad emalj innehåller pigment, som antingen kan
införas redan vid tillverkningen av frittan eller också senare
vid dennas målning. Blåa emaljer erhålles med koboltsalter
i klar glasmassa; röd färg t.ex. med kadmium- eller
selenföreningar i opak massa. Gråa eller svarta färgningar får
man genom att använda vissa järn-, krom-, mangan- och
koboltföreningar. Färgningsresultatet beror av många
faktorer i emaljeringsprocessen, inte minst temperaturschemat
vid bränningen.
Understundom tillförs ytterligare en del ämnen för att
tjäna speciella syften. Så t.ex. underlättar en
zinkoxidtillsats emaljens utjämning vid doppningsförfarandet.
Det grundmaterial på vilket emaljen anbringas är oftast
stål av speciell typ. Föremålen därav bör ha utformats så
att uppkomsten av en jämn och hållbar beläggning
underlättas. Före emaljeringen måste de rengöras ytterst
grundligt, en procedur av den allra största betydelse för
undvikande av blåsbildning och dålig vidhäftning.
Fig. 1. De första trådarna i ett spindelnät.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}