
Full resolution (JPEG) - On this page / på denna sida - H. 1. 6 januari 1953 - Nya metoder - Limning av gummi på aluminium, av SHl - Fotoelektriska klichémaskiner, av sah - Aluminiummantlad kabel, av sah
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12
TEKNISK TIDSKRIFT
Dessa avfettas först och ges sedan en förbehandling i
kromsyra och svavelsyra. Gummiytan behandlas dessutom
med koncentrerad svavelsyra, varvid ytskiktet hårdnar och
får ett stort antal fina sprickor som förbättrar
vidhäftningen. Ungefär 1 h efter det bindemedlet anbringats läggs
ytorna samman under lätt tryck och värms till 110—120°C
i 20 min (Engineers’ Digest sept. 1952, Schweizer
Maschi-nenmarkt okt. 1952). SHI
Fotoelektriska klichémaskiner. Tryckeriklichéer
framställes för närvarande praktiskt taget uteslutande på
kemisk väg genom ett fotokemiskt förfarande, som ställer
mycket stora krav på kemigrafens skicklighet och
dessutom är ganska tidsödande och dyrbart. Det har därför
länge varit ett önskemål att finna en metod med vilken
man skulle kunna framställa särskilt halvtonsklichéer på
mekanisk väg, och därmed kringgå bristen på utbildad
arbetskraft, samtidigt som tillverkningen skulle kunna
försiggå med den snabbhet som bl.a. dagspressen kräver.
Genom faksimilteknikens utveckling har nya möjligheter
öppnats härför. Fotoelektriska klichémaskiner av ett par
olika typer har också utvecklats, och används av tidningar
bl.a. i vårt land. Enligt ett amerikanskt system får
ljusimpulser från den bild som skall reproduceras styra en nål,
som i en plastplatta bränner gropar med olika djup och
med ett avstånd, som motsvarar klichéns raster. Enligt ett
tyskt system åstadkommes rasterpunkterna genom en
stickel, som skär ut punkterna i en plastplatta.
Maskinerna är även till sin konstruktion något skiljaktiga.
I den amerikanska klichémaskinen fästes det fotografiska
originalet på en roterande vals vid sidan av klichéplåten.
Fotot belyses av en punktformig ljuskälla, som styrd av
en ledarskruv sveper över bilden. Ljuset blinkar med en
frekvens av 240 p/s, och en fotocell omvandlar det vid
varje ljusblink mottagna synintrycket till elektriska
impulser. Dessa styr den pyramidformade brännålen, som
synkront med ljussvepet rör sig över klichéplåten.
Om ljuset träffar ett vitt fält blir signalen mycket stark
och den heta nålen bränner en djup grop; faller ljuset
däremot på en mörk yta på fotot bränner nålen en grund
grop. Allt eftersom gravernålen rör sig längs cylindern
bränns rader av dessa gropar bort på klichéplåtens yta
och lämnar kvar stora och små punkter, som i raster
återger originalbilden.
I den tyska maskinen läggs bildoriginalet mot en plan
glasplatta, genom vilken den avsöks av en punktformig
ljusstråle. Denna styr graverstickeln via ett elektromagnetiskt
system, liknande en högtalares, som ställer in stickeln på
det djup som motsvarar den avsökta punktens ljusvärde.
Stickeln och ljuskällan är fasta, medan fotobilden och
den rätt ovanpå denna fastsatta klichéplåten bibringas en
samtidig fram- och återgående rörelse, som efter varje
slag förflyttas ett steg, motsvarande rasterdelningen.
Ras-terrörelsen i det andra ledet bibringas stickeln på elektrisk
väg genom en hjälpfrekvens, som överlagras
fotocellström-men.
Huvudsvårigheten vid denna metod har varit att skapa ett
elektromagnetiskt system med tillräckliga ställkrafter för
att motstå påkänningen på stickeln under plåtens
bearbetning. Stickeln är för övrigt så slipad att den skär ett
kontinuerligt spån, som sugs bort av en sugledning vid
stic-kelns infästning.
Både den amerikanska och den tyska klichémaskinen har
den begränsningen att de är inställda för ett fast raster;
rasterväxling kan visserligen ske, men kräver ett
besvärligt utbyte av drivorgan. Vidare kan maskinerna utföra
klichéer endast i samma skala som bildoriginalet;
förstoringar och förminskningar måste därför ske vid kopians
framställning.
Ingen av dessa nackdelar synes emellertid vara
oöverstiglig, och de båda maskinerna synes tyda på att en
fullgod lösning på framställningen av klichéer på
fotoelek-trisk-mekanisk väg snart står för dörren (Pressens
Tidning 1952 h. 22; Elektriska AB Siemens, Stockholm), sah
Aluminiummantlad kabel. För mantling av elektriska
jordkablar användes praktiskt taget alltid bly, som
erbjuder många fördelar för detta ändamål. Blyet har emellertid
även en hel del nackdelar, bl.a. sin stora vikt och
bristfälliga mekaniska egenskaper. Som en logisk ersättare har
man därför vänt blickarna mot aluminium. Denna metall
har de egenskaper som blyet saknar, men har å andra
sidan hög mjukningstemperatur, vilket gör det praktiskt
taget omöjligt att utföra mantlingen genom pressning på
vanligt sätt.
Det var just svårigheterna att anbringa en
aluminiummantel genom pressning eller omlindning som var orsaken
till misslyckandet för de omfattande försök vilka utfördes
i Tyskland omedelbart före senaste världskriget. Försöken
återupptogs i Storbritannien 1946 i samband med
blybristen, varvid man först valde vägen att genom sprutpressning
tillverka ett aluminiumrör i vilket kabeln träs in, varefter
aluminiummanteln genom valsning pressas fast kring
kabelkärnan.
Experimenten med denna metod blev så pass
framgångsrika att man i mitten av 1948 kunde sätta i gång
fabriksmässig tillverkning av aluminiummantlad kabel. Till en
början inskränktes produktionen till pappersisolerad kabel;
då aluminiumrör med mindre diametrar blev tillgängliga
utsträcktes processen till att omfatta även gummiisolerad
ledare och högfrekvenskabel. Tills nu har över 3 000 km
aluminiummantlad kabel av olika typer tillverkats.
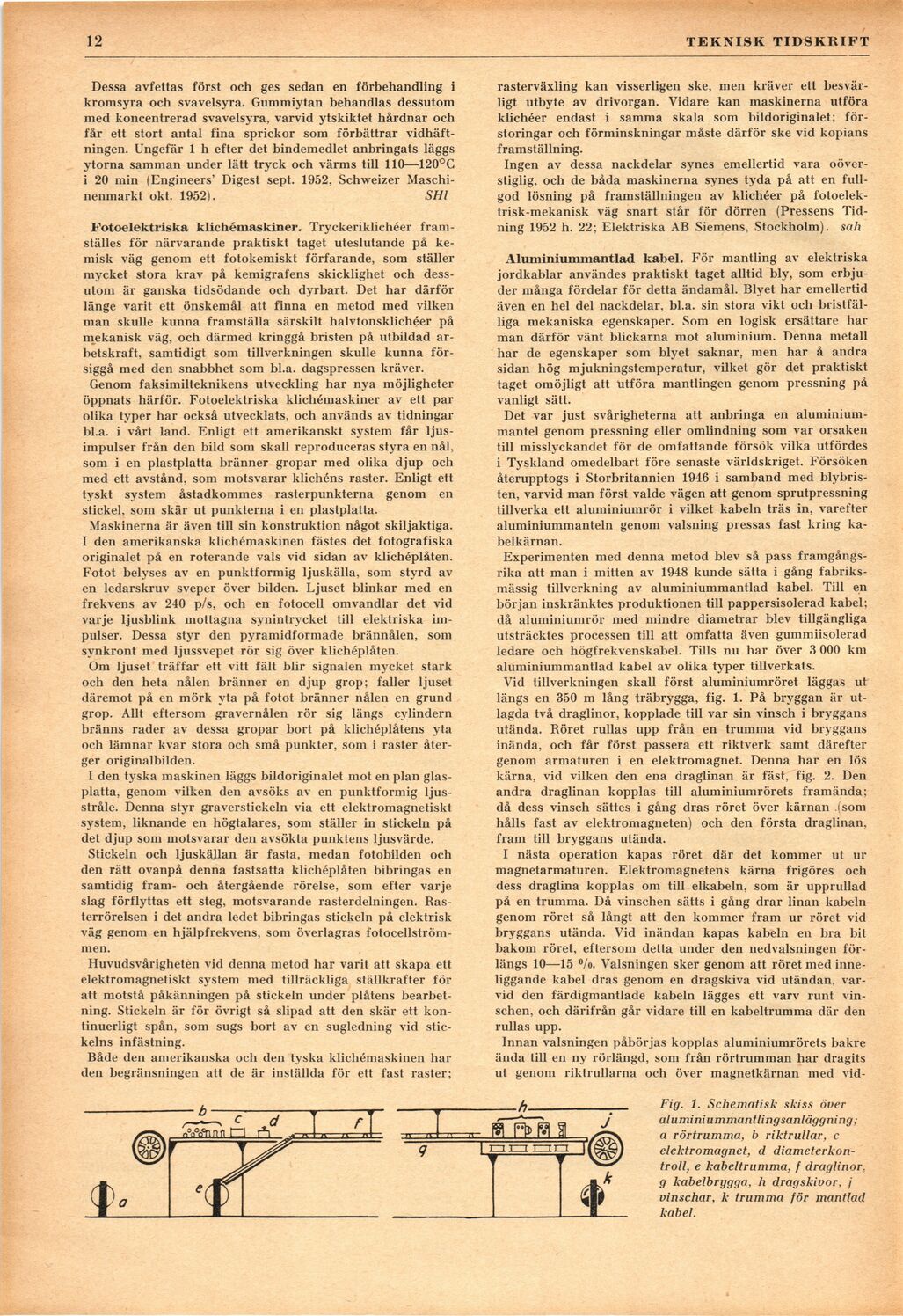
Vid tillverkningen skall först aluminiumröret läggas ut
längs en 350 m lång träbrygga, fig. 1. På bryggan är
utlagda två draglinor, kopplade till var sin vinsch i bryggans
utända. Röret rullas upp från en trumma vid bryggans
inända, och får först passera ett riktverk samt därefter
genom armaturen i en elektromagnet. Denna har en lös
kärna, vid vilken den ena draglinan är fäst, fig. 2. Den
andra draglinan kopplas till aluminiumrörets framända;
då dess vinsch sättes i gång dras röret över kärnan (som
hålls fast av elektromagneten) och den första draglinan,
fram till bryggans utända.
I nästa operation kapas röret där det kommer ut ur
magnetarmaturen. Elektromagnetens kärna frigöres och
dess draglina kopplas om till elkabeln, som är upprullad
på en trumma. Då vinschen sätts i gång drar linan kabeln
genom röret så långt att den kommer fram ur röret vid
bryggans utända. Vid inändan kapas kabeln en bra bit
bakom röret, eftersom detta under den nedvalsningen
förlängs 10—15 %>. Valsningen sker genom att röret med
inneliggande kabel dras genom en dragskiva vid utändan,
varvid den färdigmantlade kabeln lägges ett varv runt
vinschen, och därifrån går vidare till en kabeltrumma där den
rullas upp.
Innan valsningen påbörjas kopplas aluminiumrörets bakre
ända till en ny rörlängd, som från rörtrumman har dragits
ut genom riktrullarna och över magnetkärnan med vid-
Fig. 1. Schematisk skiss över
aluminiummantlingsanläggning;
a rörtrumma, b riktrullar, c
elektromagnet, d
diameterkontroll, e kabeltrumma, f draglinor,
g kabelbrygga, h dragskivor, j
vinschar, k trumma för mantlad
kabel.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}