
Full resolution (JPEG) - On this page / på denna sida - H. 13. 31 mars 1953 - Kokill- och pressgjutning av aluminiumlegeringar, av Sven Ivar Sieurin
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
264
TEKNISK TIDSKRIFT
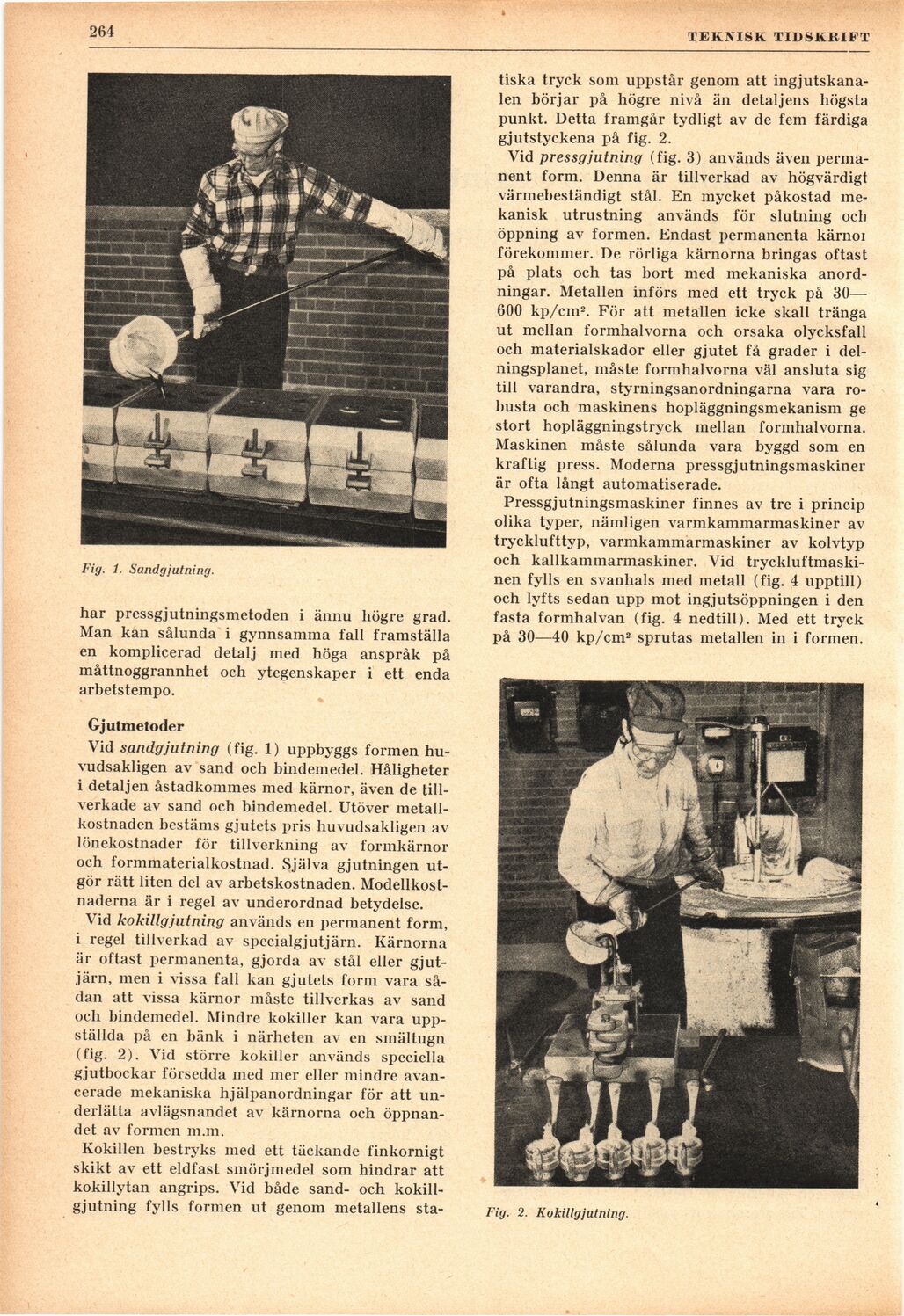
Fig. 1. Sandgjutning.
har pressgjutningsmetoden i ännu högre grad.
Man kan sålunda i gynnsamma fall framställa
en komplicerad detalj med höga anspråk på
måttnoggrannhet och ytegenskaper i ett enda
arbetstempo.
Gjutmetoder
Vid sandgjutning (fig. 1) uppbyggs formen
huvudsakligen av sand och bindemedel. Håligheter
i detaljen åstadkommes med kärnor, även de
tillverkade av sand och bindemedel. Utöver
metallkostnaden bestäms gjutets pris huvudsakligen av
lönekostnader för tillverkning av formkärnor
och formmaterialkostnad. Själva gjutningen
utgör rätt liten del av arbetskostnaden.
Modellkostnaderna är i regel av underordnad betydelse.
Vid kokillgjutning används en permanent form,
i regel tillverkad av specialgjutjärn. Kärnorna
är oftast permanenta, gjorda av stål eller
gjutjärn, men i vissa fall kan gjutets form vara
sådan att vissa kärnor måste tillverkas av sand
och bindemedel. Mindre kokiller kan vara
uppställda på en bänk i närheten av en smältugn
(fig. 2). Vid större kokiller används speciella
gjutbockar försedda med mer eller mindre
avancerade mekaniska hjälpanordningar för att
underlätta avlägsnandet av kärnorna och
öppnandet av formen m.m.
Kokillen bestryks med ett täckande finkornigt
skikt av ett eldfast smörjmedel som hindrar att
kokillytan angrips. Vid både sand- och
kokillgjutning fylls formen ut genom metallens sta-
tiska tryck som uppstår genom att
ingjutskanalen börjar på högre nivå än detaljens högsta
punkt. Detta framgår tydligt av de fem färdiga
gjutstyckena på fig. 2.
Vid pressgjutning (fig. 3) används även
permanent form. Denna är tillverkad av högvärdigt
värmebeständigt stål. En mycket påkostad
mekanisk utrustning används för slutning och
öppning av formen. Endast permanenta kärnoi
förekommer. De rörliga kärnorna bringas oftast
på plats och tas bort med mekaniska
anordningar. Metallen införs med ett tryck på 30—
600 kp/cm2. För att metallen icke skall tränga
ut mellan formhalvorna och orsaka olycksfall
och materialskador eller gjutet få grader i
delningsplanet, måste formhalvorna väl ansluta sig
till varandra, styrningsanordningarna vara
robusta och maskinens hopläggningsmekanism ge
stort hopläggningstryck mellan formhalvorna.
Maskinen måste sålunda vara byggd som en
kraftig press. Moderna pressgjutningsmaskiner
är ofta långt automatiserade.
Pressgjutningsmaskiner finnes av tre i princip
olika typer, nämligen varmkammarmaskiner av
trycklufttyp, varmkammarmaskiner av kolvtyp
och kallkammarmaskiner. Vid
tryckluftmaskinen fylls en svanhals med metall (fig. 4 upptill)
och lyfts sedan upp mot ingjutsöppningen i den
fasta formhalvan (fig. 4 nedtill). Med ett tryck
på 30—40 kp/cm2 sprutas metallen in i formen.
Fig. 2. Kokillgjutning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}