
Full resolution (JPEG) - On this page / på denna sida - H. 13. 31 mars 1953 - Kokill- och pressgjutning av aluminiumlegeringar, av Sven Ivar Sieurin
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
2’f mars 1953
267
vid formens fyllande. Ingjutet får ej heller rikta
en stråle direkt på en kärna då denna i så fall
snart skadas. För att luften i formen fort skall
gå bort vid den snabba formfyllningen, upptas
små grunda luftkanaler. Dessutom ordnas ofta
på samma sätt som vid sandgjutning
utgjuts-kanaler i vilka metall får flyta ut för att en
effektiv formfyllning skall ernås.
Det är svårt att generellt ånge vilka
måttoleran-ser som kan innehållas. Ett mått mellan två
punkter i ena halvans gravyr kan innehållas
praktiskt taget hur noggrant som helst, men
kostnaden stiger givetvis med noggrannheten.
I praktiken måste man ta hänsyn till befintliga
felkällor, såsom metallens krympning, formens
nedslitning m.m. Vid framställning av gjuten
med toleranssatta hål måste gjuteriet ofta inom
tillverkningstoleransen ta ut icke endast slitmån
och formens tillverkningsfel utan även en viss
släppning.
Mått mellan två punkter som ligger i olika
halvor eller mellan en punkt i formhalvan och
en punkt på en rörlig slid blir givetvis osäkrare
än de fasta måtten. Där snäva toleranser
erfordras bör dessa diskuteras med
formkonstruktören, varvid gjutet från början ofta kan
utformas så att de önskade toleranserna kan
innehållas.
Kokillgjutformar kan utformas på i princip
samma sätt som pressgjutformar. Formhalvorna
behöver dock icke vara två till antalet. De kan
lika gärna vara tre eller flera. De rörliga
kärnorna behöver icke vara mekaniskt manövrerade.
De kan helt enkelt införas för hand genom
borrade hål i formväggarna, där de enbart genom
en konisk passning suger fast i sitt rätta läge.
Om invändiga håligheter med baksläppning
önskas, kan dessa åstadkommas med kärnor
framställda av tre eller flera delar.
Vid alltför komplicerad form, t.ex. vid
fördjupningar med flaskhalsartad mynning, användes
lämpligen sandkärnor. Utkastareanordningar kan
även vara motiverade på större formar av mer
eller mindre avancerad konstruktion. Det finns
kokillgjutformar 1—2 m i omfång med
fullständigt mekaniserade hjälpanordningar. Vidare
förekommer alla storlekar och varianter ned till
små, enkla formar, byggda som en något
förstorad plattång med gravyren inarbetad mellan
käftarna.
Ofta förekommer att man i kokill- eller
pressgjutgods (fig. 10 resp. 11) gjuter in insatser,
såsom lagerbussningar, permanentmagneter etc.
Efterbehandling av gjutgodset
Gjutgodset måste befrias från ingjut, utgjut,
grader i delningsplan och vid rörliga kärnor etc.
Ingjut och utgjut är i allmänhet klenare och
därför lättare att avlägsna på pressgjutgods än på
kokillgjutgods. Vid kokillgjutning "rensas" gju-
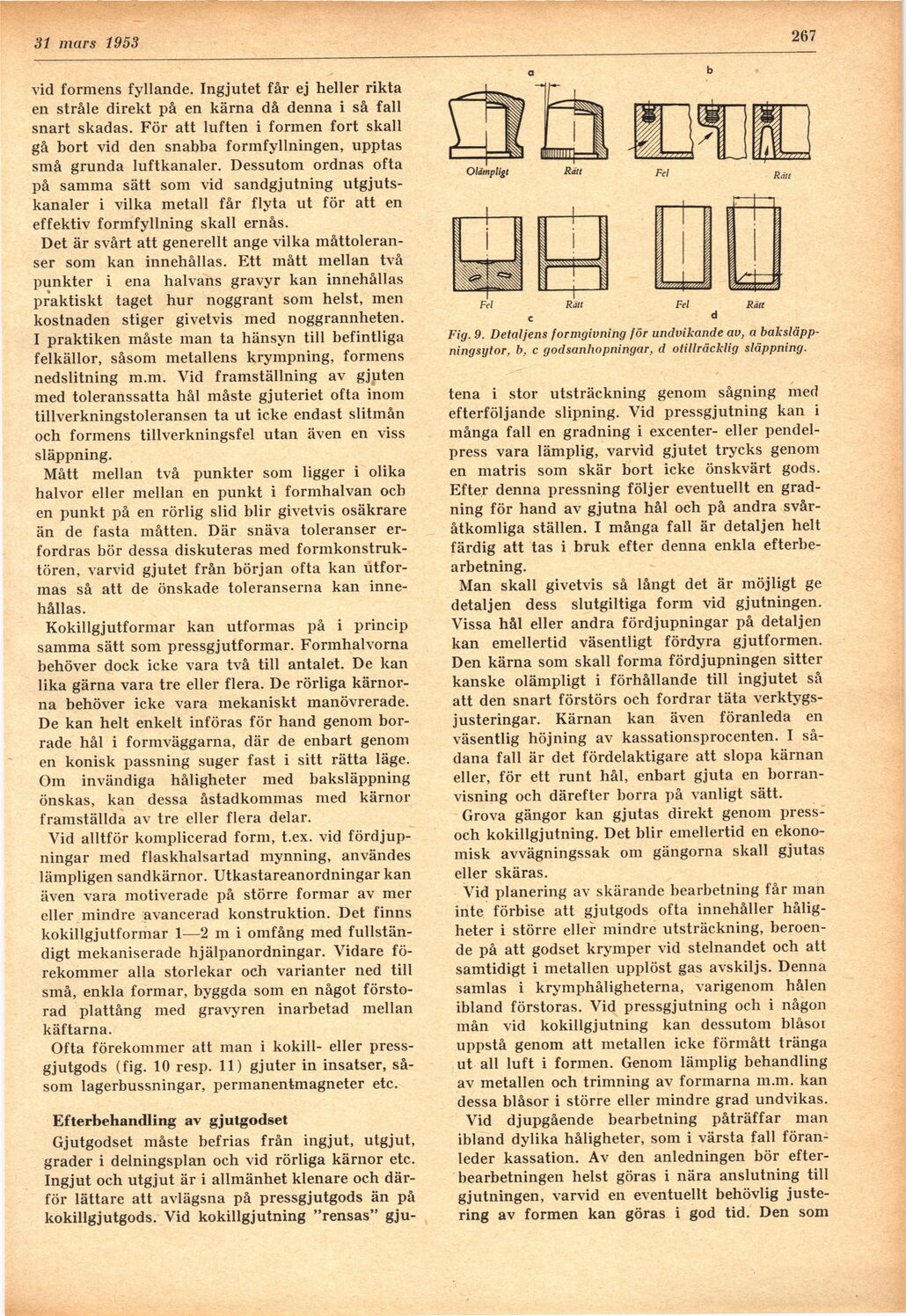
Fig. 9. Detaljens formgivning för undvikande av, a
baksläpp-ningsytor, b, c godsanhopningar, d otillräcklig släppning.
tena i stor utsträckning genom sågning med
efterföljande slipning. Vid pressgjutning kan i
många fall en gradning i excenter- eller
pendelpress vara lämplig, varvid gjutet trycks genom
en matris som skär bort icke önskvärt gods.
Efter denna pressning följer eventuellt en
gradning för hand av gjutna hål och på andra
svåråtkomliga ställen. I många fall är detaljen helt
färdig att tas i bruk efter denna enkla
efterbe-arbetning.
Man skall givetvis så långt det är möjligt ge
detaljen dess slutgiltiga form vid gjutningen.
Vissa hål eller andra fördjupningar på detaljen
kan emellertid väsentligt fördyra gjutformen.
Den kärna som skall forma fördjupningen sitter
kanske olämpligt i förhållande till ingjutet så
att den snart förstörs och fordrar täta
verktygsjusteringar. Kärnan kan även föranleda en
väsentlig höjning av kassationsprocenten. I
sådana fall är det fördelaktigare att slopa kärnan
eller, för ett runt hål, enbart gjuta en
borranvisning och därefter borra på vanligt sätt.
Grova gängor kan gjutas direkt genom
press-och kokillgjutning. Det blir emellertid en
ekonomisk avvägningssak om gängorna skall gjutas
eller skäras.
Vid planering av skärande bearbetning får man
inte förbise att gjutgods ofta innehåller
håligheter i större eller mindre utsträckning,
beroende på att godset krymper vid stelnandet och att
samtidigt i metallen upplöst gas avskiljs. Denna
samlas i krymphåligheterna, varigenom hålen
ibland förstoras. Vid pressgjutning ocli i någon
mån vid kokillgjutning kan dessutom blåsot
uppstå genom att metallen icke förmått tränga
ut all luft i formen. Genom lämplig behandling
av metallen och trimning av formarna m.m. kan
dessa blåsor i större eller mindre grad undvikas.
Vid djupgående bearbetning påträffar man
ibland dylika håligheter, som i värsta fall
föranleder kassation. Av den anledningen bör
efter-bearbetningen helst göras i nära anslutning till
gjutningen, varvid en eventuellt behövlig
justering av formen kan göras i god tid. Den som
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}