
Full resolution (JPEG) - On this page / på denna sida - H. 18. 5 maj 1953 - Kan den helautomatiska fabriken bli verklighet?
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 maj 1953
371
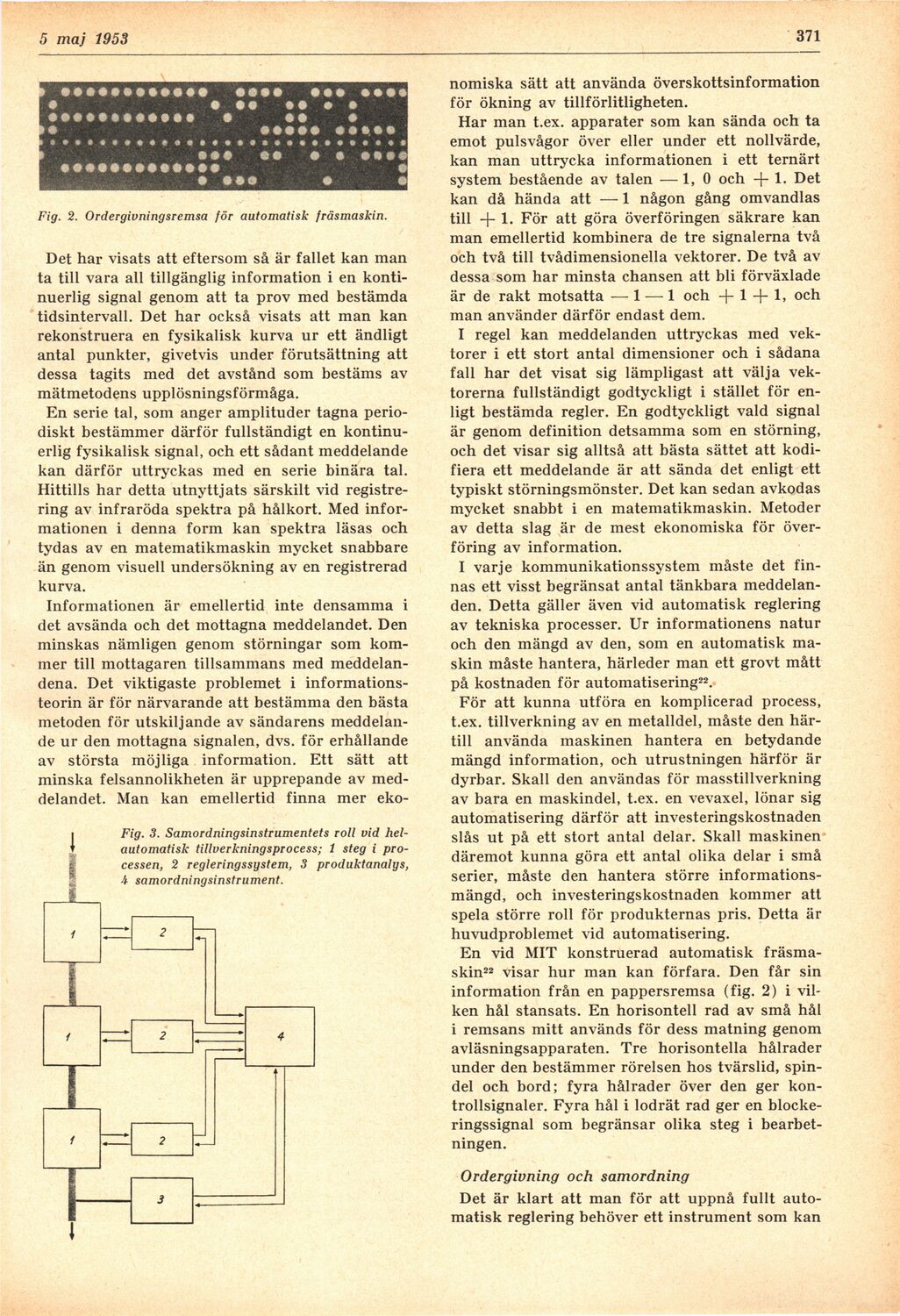
Fig. 2. Ordergivningsremsa för automatisk fräsmaskin.
Det har visats att eftersom så är fallet kan man
ta till vara all tillgänglig information i en
kontinuerlig signal genom att ta prov med bestämda
tidsintervall. Det har också visats att man kan
rekonstruera en fysikalisk kurva ur ett ändligt
antal punkter, givetvis under förutsättning att
dessa tagits med det avstånd som bestäms av
mätmetodens upplösningsförmåga.
En serie tal, som anger amplituder tagna
periodiskt bestämmer därför fullständigt en
kontinuerlig fysikalisk signal, och ett sådant meddelande
kan därför uttryckas med en serie binära tal.
Hittills har detta utnyttjats särskilt vid
registrering av infraröda spektra på hålkort. Med
informationen i denna form kan spektra läsas och
tydas av en matematikmaskin mycket snabbare
än genom visuell undersökning av en registrerad
kurva.
Informationen är emellertid inte densamma i
det avsända och det mottagna meddelandet. Den
minskas nämligen genom störningar som
kommer till mottagaren tillsammans med
meddelandena. Det viktigaste problemet i
informationsteorin är för närvarande att bestämma den bästa
metoden för utskiljande av sändarens
meddelande ur den mottagna signalen, dvs. för erhållande
av största möjliga information. Ett sätt att
minska felsannolikheten är upprepande av
meddelandet. Man kan emellertid finna mer eko-
nomiska sätt att använda överskottsinformation
för ökning av tillförlitligheten.
Har man t.ex. apparater som kan sända och ta
emot pulsvågor över eller under ett nollvärde,
kan man uttrycka informationen i ett ternärt
system bestående av talen —1,0 och -j- 1- Det
kan då hända att — 1 någon gång omvandlas
till -|- 1. För att göra överföringen säkrare kan
man emellertid kombinera de tre signalerna två
och två till tvådimensionella vektorer. De två av
dessa som har minsta chansen att bli förväxlade
är de rakt motsatta — 1 — 1 och -f- 1 -f- 1, och
man använder därför endast dem.
I regel kan meddelanden uttryckas med
vektorer i ett stort antal dimensioner och i sådana
fall har det visat sig lämpligast att välja
vektorerna fullständigt godtyckligt i stället för
enligt bestämda regler. En godtyckligt väld signal
är genom definition detsamma som en störning,
och det visar sig alltså att bästa sättet att
kodifiera ett meddelande är att sända det enligt ett
typiskt störningsmönster. Det kan sedan avkodas
mycket snabbt i en matematikmaskin. Metoder
av detta slag är de mest ekonomiska för
överföring av information.
I varje kommunikationssystem måste det
finnas ett visst begränsat antal tänkbara
meddelanden. Detta gäller även vid automatisk reglering
av tekniska processer. Ur informationens natur
och den mängd av den, som en automatisk
maskin måste hantera, härleder man ett grovt mått
på kostnaden för automatisering22.
För att kunna utföra en komplicerad process,
t.ex. tillverkning av en metalldel, måste den
härtill använda maskinen hantera en betydande
mängd information, och utrustningen härför är
dyrbar. Skall den användas för masstillverkning
av bara en maskindel, t.ex. en vevaxel, lönar sig
automatisering därför att investeringskostnaden
slås ut på ett stort antal delar. Skall maskinen
däremot kunna göra ett antal olika delar i små
serier, måste den hantera större
informationsmängd, och investeringskostnaden kommer att
spela större roll för produkternas pris. Detta är
huvudproblemet vid automatisering.
En vid MIT konstruerad automatisk
fräsmaskin22 visar hur man kan förfara. Den får sin
information från en pappersremsa (fig. 2) i
vilken hål stansats. En horisontell rad av små hål
i remsans mitt används för dess matning genom
avläsningsapparaten. Tre horisontella hålrader
under den bestämmer rörelsen hos tvärslid,
spindel och bord; fyra hålrader över den ger
kontrollsignaler. Fyra hål i lodrät rad ger en
blockeringssignal som begränsar olika steg i
bearbetningen.
Ordergivning och samordning
Det är klart att man för att uppnå fullt
automatisk reglering behöver ett instrument som kan
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}