
Full resolution (JPEG) - On this page / på denna sida - H. 20. 19 maj 1953 - Axialkompressorn nu och i framtiden, av Carl Larsson - Andras erfarenheter - Magnetiska kopplingar, av Wll - Stora formpressade föremål av plast, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 maj 1953
433
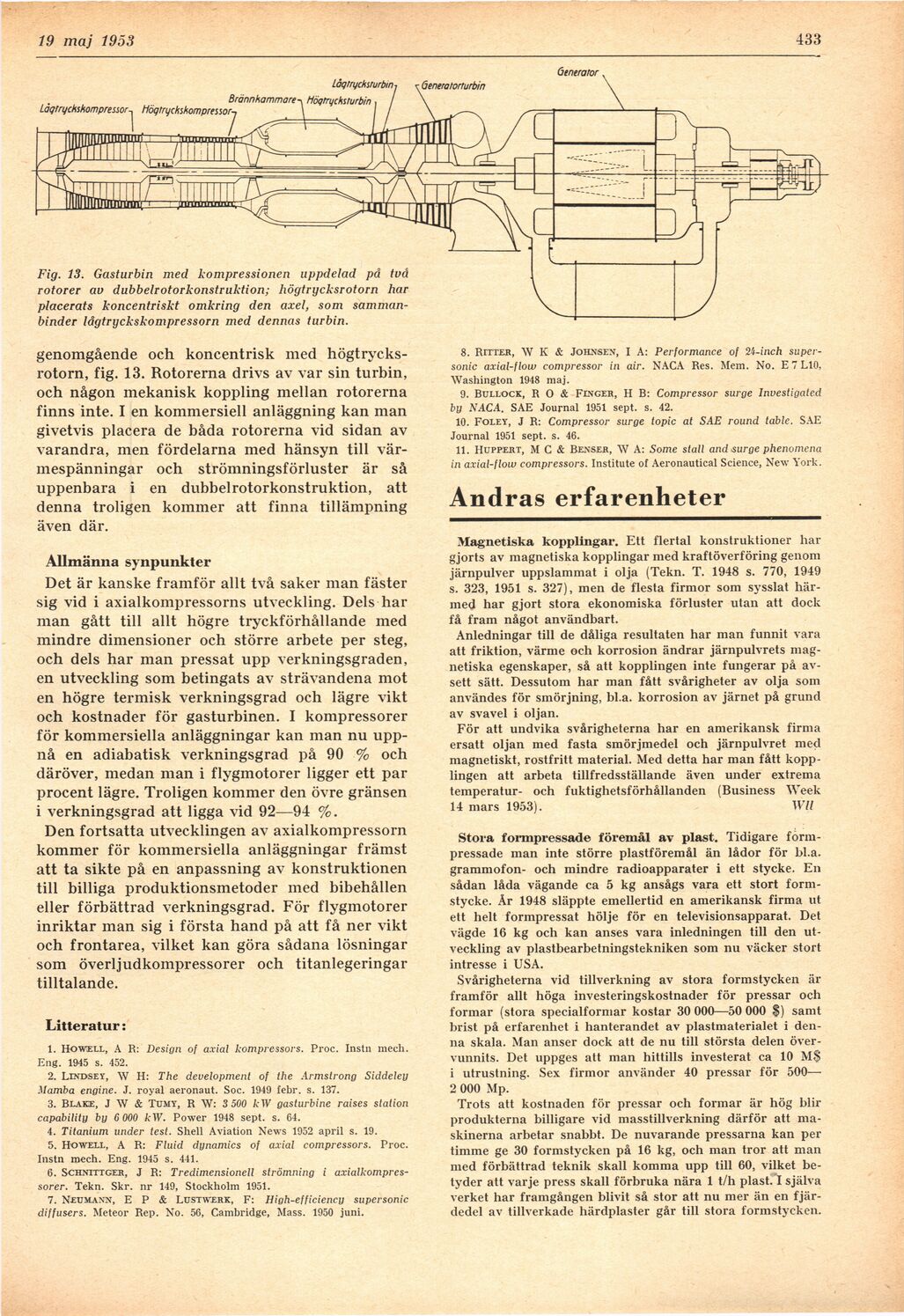
Fig. 13. Gasturbin med kompressionen uppdelad på två
rotorer av dubbelrotorkonstruktion; högtrycksrotorn har
placerats koncentriskt omkring den axel, som
sammanbinder lågtryckskompressorn med dennas turbin.
genomgående oeh koncentrisk med
högtrycksrotorn, fig. 13. Rotorerna drivs av var sin turbin,
och någon mekanisk koppling mellan rotorerna
finns inte. I en kommersiell anläggning kan man
givetvis placera de båda rotorerna vid sidan av
varandra, men fördelarna med hänsyn till
värmespänningar och strömningsförluster är så
uppenbara i en dubbelrotorkonstruktion, att
denna troligen kommer att finna tillämpning
även där.
Allmänna synpunkter
Det är kanske framför allt två saker man fäster
sig vid i axialkompressorns utveckling. Dels har
man gått till allt högre tryckförhållande med
mindre dimensioner och större arbete per steg,
och dels har man pressat upp verkningsgraden,
en utveckling som betingats av strävandena mot
en högre termisk verkningsgrad och lägre vikt
och kostnader för gasturbinen. I kompressorer
för kommersiella anläggningar kan man nu
uppnå en adiabatisk verkningsgrad på 90 % och
däröver, medan man i flygmotorer ligger ett par
procent lägre. Troligen kommer den övre gränsen
i verkningsgrad att ligga vid 92—94 %.
Den fortsatta utvecklingen av axialkompressorn
kommer för kommersiella anläggningar främst
att ta sikte på en anpassning av konstruktionen
till billiga produktionsmetoder med bibehållen
eller förbättrad verkningsgrad. För flygmotorer
inriktar man sig i första hand på att få ner vikt
och frontarea, vilket kan göra sådana lösningar
som överljudkompressorer och titanlegeringar
tilltalande.
Litteratur:
1. Ho well, A R: Design of axial kompressors. Proc. Instn meeh.
Eng. 1945 s. 452.
2. Lindsey, W H: The development of the Armstrong Siddeley
Mamba engine. J. royal aeronaut. Soc. 1949 febr. s. 137.
3. Blake, J W & Tumy, R W: 3 500 kW gasturbine raises station
capability by 6 000 kW. Power 1948 sept. s. 64.
4. Titanium under test. Shell Aviation News 1952 april s. 19.
5. Howell, A R: Fluid dynamics of axial compressors. Proc.
Instn mech. Eng. 1945 s. 441.
6. Schnittger, J R: Tredimensionell strömning i
axialkompres-sorer. Tekn. Skr. nr 149, Stockholm 1951.
7. Neumann, E P & Lüstwerk, F: High-efficiency supersonic
diffusers. Meteor Rep. No. 56, Cambridge, Mass. 1950 juni.
8. Ritter, W K & Johnsen, I A: Performance of 24-inch
supersonic axial-flow compressor in air. NACA Res. Mem. No. E 7 L10,
Washington 1948 maj.
9. Bullock, R O & Finger, H B: Compressor surge Investigated
by NACA. SAE Journal 1951 sept. s. 42.
10. Foley, J R: Compressor surge topic at SAE round table. SAE
Journal 1951 sept. s. 46.
11. Ruppert, M C & Benser, W A: Some stall andsurge phenomcna
in axial-flow compressors. Institute of Aeronautical Science, New York.
Andras erfarenheter
Magnetiska kopplingar. Ett flertal konstruktioner har
gjorts av magnetiska kopplingar med kraftöverföring genom
järnpulver uppslammat i olja (Tekn. T. 1948 s. 770, 1949
s. 323, 1951 s. 327), men de flesta firmor som sysslat
härmed har gjort stora ekonomiska förluster utan att dock
få fram något användbart.
Anledningar till de dåliga resultaten har man funnit vara
att friktion, värme och korrosion ändrar järnpulvrets
magnetiska egenskaper, så att kopplingen inte fungerar på
avsett sätt. Dessutom har man fått svårigheter av olja som
användes för smörjning, bl.a. korrosion av järnet på gruncl
av svavel i oljan.
För att undvika svårigheterna har en amerikansk firma
ersatt oljan med fasta smörjmedel och järnpulvret med
magnetiskt, rostfritt material. Med detta har man fått
kopplingen att arbeta tillfredsställande även under extrema
temperatur- och fuktighetsförhållanden (Business Week
14 mars 1953). Wll
Stora formpressade föremål av plast. Tidigare
form-pressade man inte större plastföremål än lådor för bl.a.
grammofon- och mindre radioapparater i ett stycke. En
sådan låda vägande ca 5 kg ansågs vara ett stort
formstycke. År 1948 släppte emellertid en amerikansk firma ut
ett helt formpressat hölje för en televisionsapparat. Det
vägde 16 kg och kan anses vara inledningen till den
utveckling av plastbearbetningstekniken som nu väcker stort
intresse i USA.
Svårigheterna vid tillverkning av stora formstycken är
framför allt höga investeringskostnader för pressar och
formar (stora specialformar kostar 30 000—50 000 $) samt
brist på erfarenhet i hanterandet av plastmaterialet i
denna skala. Man anser dock att de nu till största delen
övervunnits. Det uppges att man hittills investerat ca 10 M$
1 utrustning. Sex firmor använder 40 pressar för 500—
2 000 Mp.
Trots att kostnaden för pressar och formar är hög blir
produkterna billigare vid masstillverkning därför att
maskinerna arbetar snabbt. De nuvarande pressarna kan per
timme ge 30 formstycken på 16 kg, och man tror att man
med förbättrad teknik skall komma upp till 60, vilket
betyder att varje press skall förbruka nära 1 t/h plast. I själva
verket har framgången blivit så stor att nu mer än en
fjärdedel av tillverkade härdplaster går till stora formstycken.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}