
Full resolution (JPEG) - On this page / på denna sida - H. 24. 16 juni 1953 - Andras erfarenheter - Hantering och lagring av grovplåt, av Erik Nothin - Amerikanska normer för motorsmörjoljor, av EBr
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
516
TEKNISK TIDSKRIFT
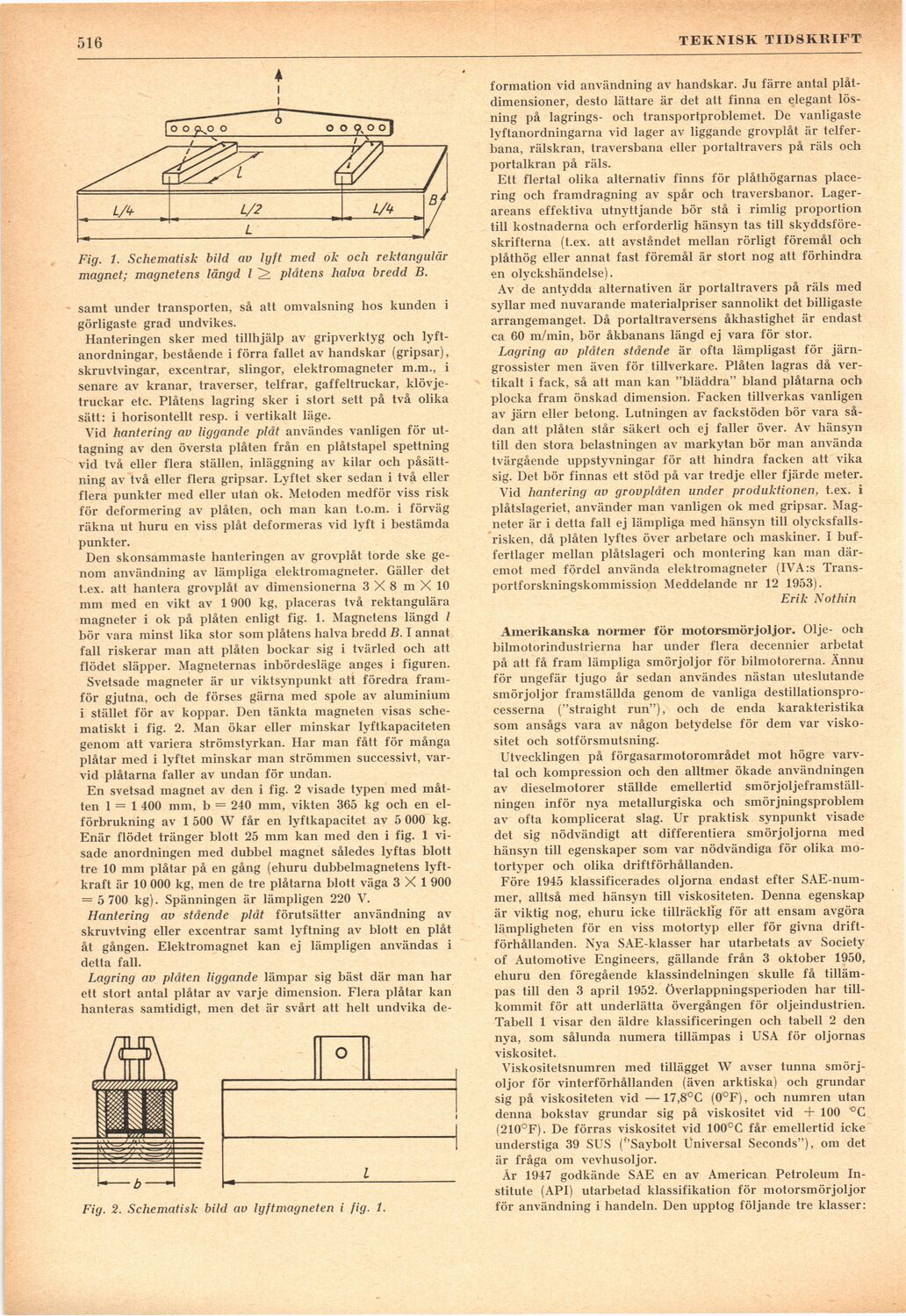
Fig. 1. Schematisk bild av lyft med ok och rektangulär
magnet; magnetens längd l > plåtens halva bredd B.
samt under transporten, så att omvalsning hos kunden i
görligaste grad undvikes.
Hanteringen sker med tillhjälp av gripverktyg och
lyftanordningar, bestående i förra fallet av handskar (gripsar),
skruvtvingar, excentrar, slingor, elektromagneter m.m., i
senare av kranar, traverser, telfrar, gaffeltruckar,
klövje-truckar etc. Plåtens lagring sker i stort sett på två olika
sätt: i horisontellt resp. i vertikalt läge.
Vid hantering av liggande plåt användes vanligen för
uttagning av den översta plåten från en plåtstapel spettning
vid två eller flera ställen, inläggning av kilar och
påsätt-ning av två eller flera gripsar. Lyftet sker sedan i två eller
flera punkter med eller utan ok. Metoden medför viss risk
för deformering av plåten, och man kan t.o.m. i förväg
räkna ut huru en viss plåt deformeras vid lyft i bestämda
punkter.
Den skonsammaste hanteringen av grovplåt torde ske
genom användning av lämpliga elektromagneter. Gäller det
t.ex. att hantera grovplåt av dimensionerna 3 X 8 m X 10
mm med en vikt av 1 900 kg, placeras två rektangulära
magneter i ok på plåten enligt fig. 1. Magnetens längd /
bör vara minst lika stor som plåtens halva bredd B. I annat
fall riskerar man att plåten bockar sig i tvärled och att
flödet släpper. Magneternas inbördesläge anges i figuren.
Svetsade magneter är ur viktsynpunkt att föredra
framför gjutna, och de förses gärna med spole av aluminium
i stället för av koppar. Den tänkta magneten visas
schematiskt i fig. 2. Man ökar eller minskar lyftkapaciteten
genom att variera strömstyrkan. Har man fått för många
plåtar med i lyftet minskar man strömmen successivt,
varvid plåtarna faller av undan för undan.
En svetsad magnet av den i fig. 2 visade typen med
måtten 1 = 1 400 mm, b = 240 mm, vikten 365 kg och en
elförbrukning av 1 500 W får en lyftkapacitet av 5 000 kg.
Enär flödet tränger blott 25 mm kan med den i fig. 1
visade anordningen med dubbel magnet således lyftas blott
tre 10 mm plåtar på en gång (ehuru dubbehnagnetens
lyft-kraft är 10 000 kg, men de tre plåtarna blott väga 3 X 1 900
= 5 700 kg). Spänningen är lämpligen 220 V.
Hantering av stående plåt förutsätter användning av
skruvtving eller excentrar samt lyftning av blott en plåt
åt gången. Elektromagnet kan ej lämpligen användas i
detta fall.
Lagring av plåten liggande lämpar sig bäst där man har
ett stort antal plåtar av varje dimension. Flera plåtar kan
hanteras samtidigt, men det är svårt att helt undvika de-
Fig. 2. Schematisk bild av lyftmagneten i fig. 1.
formation vid användning av handskar. Ju färre antal
plåtdimensioner, desto lättare är det att finna en elegant
lösning på lagrings- och transportproblemet. De vanligaste
lyftanordningarna vid lager av liggande grovplåt är
telfer-bana, rälskran, traversbana eller portaltravers på räls och
portalkran på räls.
Ett flertal olika alternativ finns för plåthögarnas
placering och framdragning av spår och traversbanor.
Lagerareans effektiva utnyttjande bör stå i rimlig proportion
till kostnaderna och erforderlig hänsyn tas till
skyddsföreskrifterna (t.ex. att avståndet mellan rörligt föremål och
plåthög eller annat fast föremål är stort nog att förhindra
en olyckshändelse).
Av de antydda alternativen är portaltravers på räls med
syllar med nuvarande materialpriser sannolikt det billigaste
arrangemanget. Då portaltraversens åkhastighet är endast
ca 60 m/min, bör åkbanans längd ej vara för stor.
Lagring av plåten stående är ofta lämpligast för
järngrossister men även för tillverkare. Plåten lagras då
vertikalt i fack, så att man kan "bläddra" bland plåtarna och
plocka fram önskad dimension. Facken tillverkas vanligen
av järn eller betong. Lutningen av fackstöden bör vara
sådan att plåten står säkert och ej faller över. Av hänsyn
till den stora belastningen av markytan bör man använda
tvärgående uppstyvningar för att hindra facken att vika
sig. Det bör finnas ett stöd på var tredje eller fjärde meter.
Vid hantering av grovplåten under produktionen, t.ex. i
plåtslageriet, använder man vanligen ok med gripsar.
Magneter är i detta fall ej lämpliga med hänsyn till
olycksfallsrisken, då plåten lyftes över arbetare och maskiner. I
buffertlager mellan plåtslageri och montering kan man
däremot med fördel använda elektromagneter (IVA:s
Trans-portforskningskommission Meddelande nr 12 1953).
Erik Nothin
Amerikanska normer för motorsmörjoljor. Olje- och
bilmotorindustrierna har under flera decennier arbetat
på att få fram lämpliga smörjoljor för bilmotorerna. Ännu
för ungefär tjugo år sedan användes nästan uteslutande
smörjoljor framställda genom de vanliga
destillationsprocesserna ("straight run"), och de enda karakteristika
som ansågs vara av någon betydelse för dem var
viskositet och sotförsmutsning.
Utvecklingen på förgasarmotorområdet mot högre
varvtal och kompression och den alltmer ökade användningen
av dieselmotorer ställde emellertid
smörjoljeframställningen inför nya metallurgiska och smörjningsproblem
av ofta komplicerat slag. Ur praktisk synpunkt visade
det sig nödvändigt att differentiera smörjoljorna med
hänsyn till egenskaper som var nödvändiga för olika
motortyper och olika driftförhållanden.
Före 1945 klassificerades oljorna endast efter
SAE-num-mer, alltså med hänsyn till viskositeten. Denna egenskap
är viktig nog, ehuru icke tillräcklig för att ensam avgöra
lämpligheten för en viss motortyp eller för givna
driftförhållanden. Nya SAE-klasser har utarbetats av Society
of Automotive Engineers, gällande från 3 oktober 1950,
ehuru den föregående klassindelningen skulle få
tillämpas till den 3 april 1952. överlappningsperioden har
tillkommit för att underlätta övergången för oljeindustrien.
Tabell 1 visar den äldre klassificeringen och tabell 2 den
nya, som sålunda numera tillämpas i USA för oljornas
viskositet.
Viskositetsnumren med tillägget W avser tunna
smörjoljor för vinterförhållanden (även arktiska) och grundar
sig på viskositeten vid —17,8°C (0°F), och numren utan
denna bokstav grundar sig på viskositet vid + 100 °C
(210°F). De förras viskositet vid 100°C får emellertid icke
understiga 39 SUS ("Saybolt Universal Seconds"), om det
är fråga om vevhusoljor.
År 1947 godkände SAE en av American Petroleum
In-stitute (API) utarbetad klassifikation för motorsmörjoljor
för användning i handeln. Den upptog följande tre klasser:
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}