
Full resolution (JPEG) - On this page / på denna sida - H. 38. 20 oktober 1953 - Nya metoder - Trycknitrering av stål, av SHl - Vakuumtäta fogar genom högfrekvenslödning, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20 oktober 1953
797
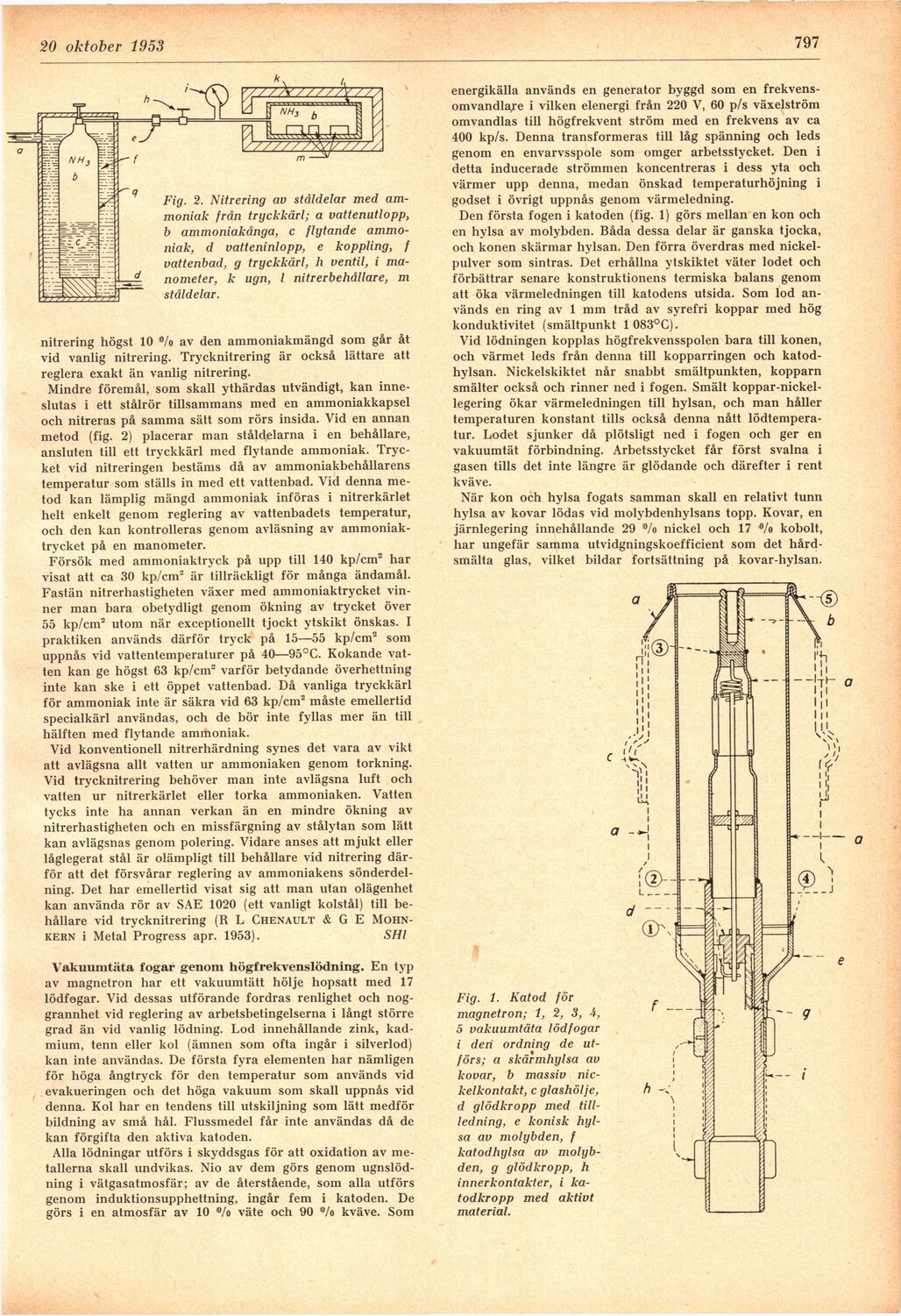
Fig. 2. titrering av ståldelar med
ammoniak från tryckkärl; a vattenutlopp,
b ammoniakånga, c flytande
ammoniak, d vatteninlopp, e koppling, f
vattenbad, g tryckkärl, h ventil, i
manometer, k ugn, l nitrerbehållare, m
ståldelar.
nitrering högst 10 *>/o av den ammoniakmängd som går åt
vid vanlig nitrering. Trycknitrering är också lättare att
reglera exakt än vanlig nitrering.
Mindre föremål, som skall ythärdas utvändigt, kan
inneslutas i ett stålrör tillsammans med en ammoniakkapsel
och nitreras på samma sätt som rörs insida. Vid en annan
metod (fig. 2) placerar man ståldelarna i en behållare,
ansluten till ett tryckkärl med flytande ammoniak.
Trycket vid nitreringen bestäms då av ammoniakbehållarens
temperatur som ställs in med ett vattenbad. Vid denna
metod kan lämplig mängd ammoniak införas i nitrerkärlet
helt enkelt genom reglering av vattenbadets temperatur,
och den kan kontrolleras genom avläsning av
ammoniak-trycket på en manometer.
Försök med ammoniaktryck på upp till 140 kp/cm2 har
visat att ca 30 kp/cm2 är tillräckligt för många ändamål.
Fastän nitrerhastigheten växer med ammoniaktrycket
vinner man bara obetydligt genom ökning av trycket över
55 kp/cm2 utom när exceptionellt tjockt ytskikt önskas. I
praktiken används därför tryck på 15—55 kp/cm2 som
uppnås vid vattentemperaturer på 40—95°C. Kokande
vatten kan ge högst 63 kp/cm2 varför betydande överhettning
inte kan ske i ett öppet vattenbad. Då vanliga tryckkärl
för ammoniak inte är säkra vid 63 kp/cm2 måste emellertid
specialkärl användas, och de bör inte fyllas mer än till
hälften med flytande ammoniak.
Vid konventionell nitrerhärdning synes det vara av vikt
att avlägsna allt vatten ur ammoniaken genom torkning.
Vid trycknitrering behöver man inte avlägsna luft och
vatten ur nitrerkärlet eller torka ammoniaken. Vatten
tycks inte ha annan verkan än en mindre ökning av
nitrerhastigheten och en missfärgning av stålytan som lätt
kan avlägsnas genom polering. Vidare anses att mjukt eller
låglegerat stål är olämpligt till behållare vid nitrering
därför att det försvårar reglering av ammoniakens
sönderdelning. Det har emellertid visat sig att man utan olägenhet
kan använda rör av SAE 1020 (ett vanligt kolstål) till
behållare vid trycknitrering (R L Chenault & G E
Mohn-kern i Metal Progress apr. 1953). SHl
Vakuumtäta fogar genom högfrekvenslödning. En typ
av magnetron har ett vakuumtätt hölje hopsatt med 17
lödfogar. Vid dessas utförande fordras renlighet och
noggrannhet vid reglering av arbetsbetingelserna i långt större
grad än vid vanlig lödning. Lod innehållande zink,
kadmium, tenn eller kol (ämnen som ofta ingår i silverlod)
kan inte användas. De första fyra elementen har nämligen
för höga ångtryck för den temperatur som används vid
evakueringen och det höga vakuum som skall uppnås vid
denna. Kol har en tendens till utskiljning som lätt medför
bildning av små hål. Flussmedel får inte användas då de
kan förgifta den aktiva katoden.
Alla lödningar utförs i skyddsgas för att oxidation av
metallerna skall undvikas. Nio av dem görs genom
ugnslödning i vätgasatmosfär; av de återstående, som alla utförs
genom induktionsupphettning, ingår fem i katoden. De
görs i en atmosfär av 10 "/o väte och 90 °/o kväve. Som
energikälla används en generator byggd som en
frekvensomvandlare i vilken elenergi från 220 V, 60 p/s växelström
omvandlas till högfrekvent ström med en frekvens av ca
400 kp/s. Denna transformeras till låg spänning och leds
genom en envarvsspole som omger arbetsstycket. Den i
detta inducerade strömmen koncentreras i dess yta och
värmer upp denna, medan önskad temperaturhöjning i
godset i övrigt uppnås genom värmeledning.
Den första fogen i katoden (fig. 1) görs mellan en kon och
en hylsa av molybden. Båda dessa delar är ganska tjocka,
och könen skärmar hylsan. Den förra överdras med
nickelpulver som sintras. Det erhållna ytskiktet väter lodet och
förbättrar senare konstruktionens termiska balans genom
att öka värmeledningen till katodens utsida. Som lod
används en ring av 1 mm tråd av syrefri koppar med hög
konduktivitet (smältpunkt 1083°C).
Vid lödningen kopplas högfrekvensspolen bara till könen,
och värmet leds från denna till kopparringen och
katod-hylsan. Nickelskiktet når snabbt smältpunkten, kopparn
smälter också och rinner ned i fogen. Smält
koppar-nickellegering ökar värmeledningen till hylsan, och man håller
temperaturen konstant tills också denna nått
lödtempera-tur. Lodet sjunker då plötsligt ned i fogen och ger en
vakuumtät förbindning. Arbetsstycket får först svalna i
gasen tills det inte längre är glödande och därefter i rent
kväve.
När kon och hylsa fogats samman skall en relativt tunn
hylsa av kovar lödas vid molybdenhylsans topp. Kovar, en
järnlegering innehållande 29 "Vo nickel och 17 ■% kobolt,
har ungefär samma utvidgningskoefficient som det
hårdsmälta glas, vilket bildar fortsättning på kovar-hylsan.
Fig. 1. Katod för
magnetron; 1, 2, 3, 4,
5 vakuumtäta lödfogar
i den ordning de
utförs; a skärmhylsa av
kovar, b massiv
nickelkontakt, c glashölje,
d glödkropp med
tillledning, e konisk
hylsa av molybden, f
katodhylsa av
molybden, g glödkropp, h
innerkontakter, i
ka-todkropp med aktivt
material.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}