
Full resolution (JPEG) - On this page / på denna sida - H. 20. 18 maj 1954 - Automatisk bågsvetsning, av Gunnar Kullberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
454
TEKNISK TIDSKltlFT
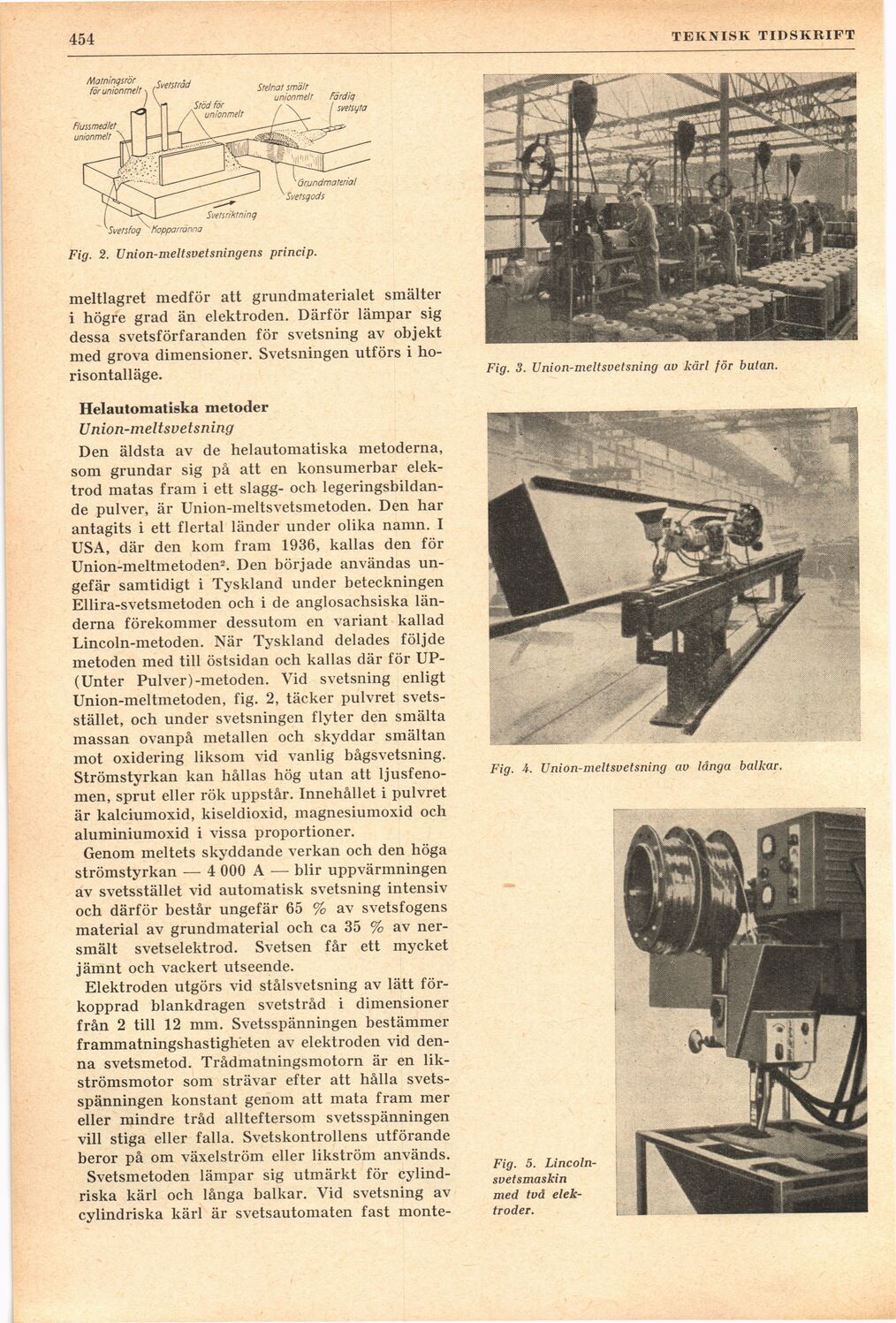
Fig. 2. Union-meltsvetsningens princip.
meltlagret medför att grundmaterialet smälter
i högre grad än elektroden. Därför lämpar sig
dessa svetsförfaranden för svetsning av objekt
med grova dimensioner. Svetsningen utförs i
horisontalläge.
Helautomatiska metoder
Union-meltsvetsning
Den äldsta av de helautomatiska metoderna,
som grundar sig på att en konsumerbar
elektrod matas fram i ett slagg- och
legeringsbildande pulver, är Union-meltsvetsmetoden. Den har
antagits i ett flertal länder under olika namn. I
USA, där den kom fram 1936, kallas den för
Union-meltmetoden2. Den började användas
ungefär samtidigt i Tyskland under beteckningen
Ellira-svetsmetoden och i de anglosachsiska
länderna förekommer dessutom en variant kallad
Lincoln-metoden. När Tyskland delades följde
metoden med till östsidan och kallas där för
UP-(Unter Pulver)-metoden. Vid svetsning enligt
Union-meltmetoden, fig. 2, täcker pulvret
svetsstället, och under svetsningen flyter den smälta
massan ovanpå metallen och skyddar smältan
inot oxidering liksom vid vanlig bågsvetsning.
Strömstyrkan kan hållas hög utan att
ljusfenomen, sprut eller rök uppstår. Innehållet i pulvret
är kalciumoxid, kiseldioxid, magnesiumoxid och
aluminiumoxid i vissa proportioner.
Genom meltets skyddande verkan och den höga
strömstyrkan — 4 000 A — blir uppvärmningen
av svetsstället vid automatisk svetsning intensiv
och därför består ungefär 65 % av svetsfogens
material av grundmaterial och ca 35 % av
ner-smält svetselektrod. Svetsen får ett mycket
jämnt och vackert utseende.
Elektroden utgörs vid stålsvetsning av lätt
för-kopprad blankdragen svetstråd i dimensioner
från 2 till 12 mm. Svetsspänningen bestämmer
frammatningshastigheten av elektroden vid
denna svetsmetod. Trådmatningsmotorn är en
likströmsmotor som strävar efter att hålla
svetsspänningen konstant genom att mata fram mer
eller mindre tråd allteftersom svetsspänningen
vill stiga eller falla. Svetskontrollens utförande
beror på om växelström eller likström används.
Svetsmetoden lämpar sig utmärkt för
cylindriska kärl och långa balkar. Vid svetsning av
cylindriska kärl är svetsautomaten fast monte-
Fig. 3. Union-meltsvetsning av kärl för butan.
Fig. 4. Union-meltsvetsning av långa balkar.
Fig. 5.
Lincoln-svetsmaskin
med två
elektroder.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}