
Full resolution (JPEG) - On this page / på denna sida - H. 20. 18 maj 1954 - Automatisk bågsvetsning, av Gunnar Kullberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
11 maj 1954
455
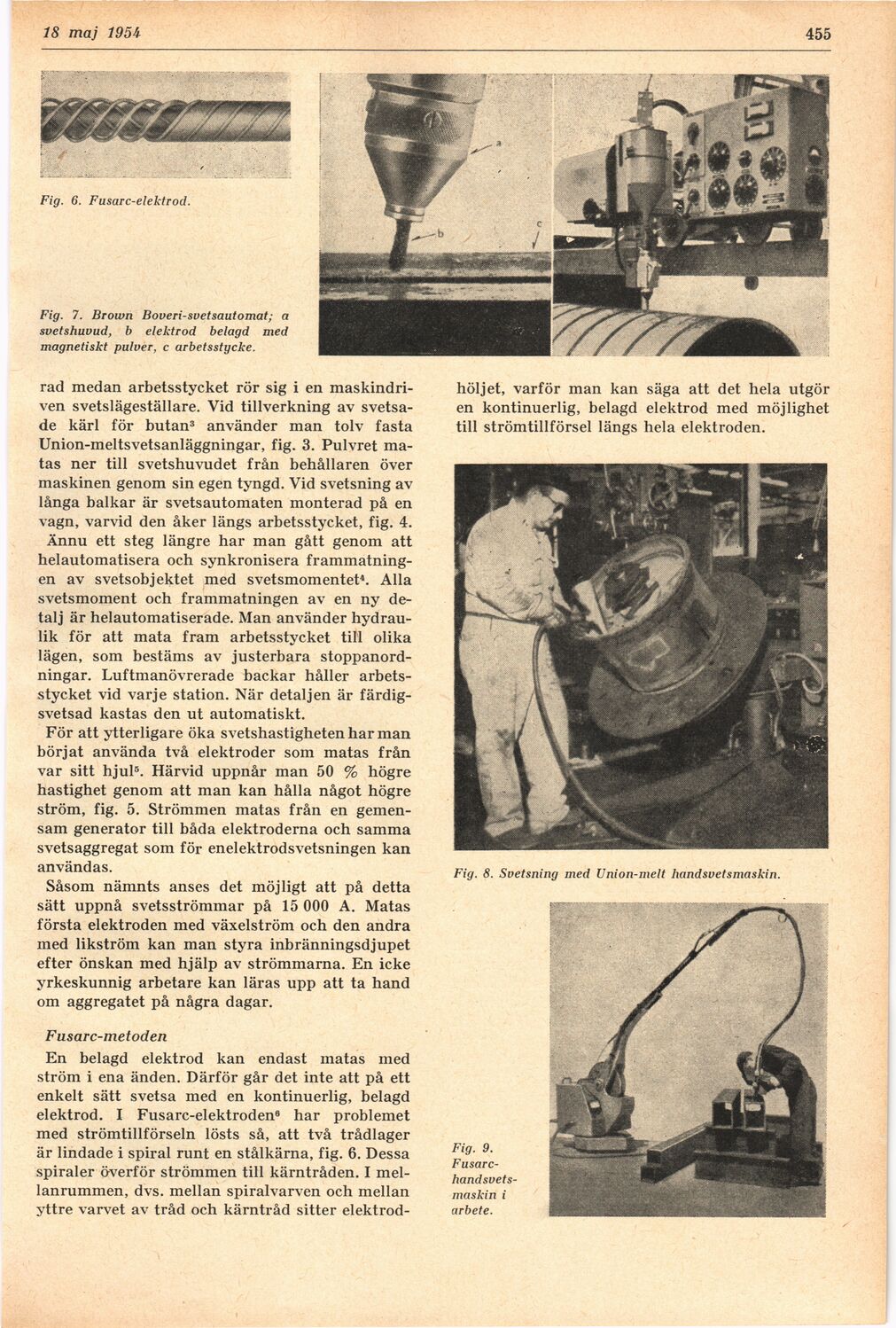
Fig. 6. Fusarc-elektrod.
Fig. 7. Brown Boveri-svetsautomat; a
svetshuvud, b elektrod belagd med
magnetiskt pulver, c arbetsstycke.
rad medan arbetsstycket rör sig i en
maskindriven svetslägeställare. Vid tillverkning av
svetsade kärl för butan3 använder man tolv fasta
Union-meltsvetsanläggningar, fig. 3. Pulvret
matas ner till svetshuvudet från behållaren över
maskinen genom sin egen tyngd. Vid svetsning av
långa balkar är svetsautomaten monterad på en
vagn, varvid den åker längs arbetsstycket, fig. 4.
Ännu ett steg längre har man gått genom att
helautomatisera och synkronisera
frammatningen av svetsobjektet med svetsmomentet4. Alla
svetsmoment och frammatningen av en ny
detalj är helautomatiserade. Man använder
hydrau-lik för att mata fram arbetsstycket till olika
lägen, som bestäms av justerbara
stoppanordningar. Luftmanövrerade backar håller
arbetsstycket vid varje station. När detaljen är
färdig-svetsad kastas den ut automatiskt.
För att ytterligare öka svetshastigheten har man
börjat använda två elektroder som matas från
var sitt hjul5. Härvid uppnår man 50 % högre
hastighet genom att man kan hålla något högre
ström, fig. 5. Strömmen matas från en
gemensam generator till båda elektroderna och samma
svetsaggregat som för enelektrodsvetsningen kan
användas.
Såsom nämnts anses det möjligt att på detta
sätt uppnå svetsströmmar på 15 000 A. Matas
första elektroden med växelström och den andra
med likström kan man styra inbränningsdjupet
efter önskan med hjälp av strömmarna. En icke
yrkeskunnig arbetare kan läras upp att ta hand
om aggregatet på några dagar.
Fusarc-metoden
En belagd elektrod kan endast matas med
ström i ena änden. Därför går det inte att på ett
enkelt sätt svetsa med en kontinuerlig, belagd
elektrod. I Fusarc-elektroden0 har problemet
med strömtillförseln lösts så, att två trådlager
är lindade i spiral runt en stålkärna, fig. 6. Dessa
spiraler överför strömmen till kärntråden. I
mellanrummen, dvs. mellan spiralvarven och mellan
yttre varvet av tråd och kärntråd sitter elektrod-
höljet, varför man kan säga att det hela utgör
en kontinuerlig, belagd elektrod med möjlighet
till strömtillförsel längs hela elektroden.
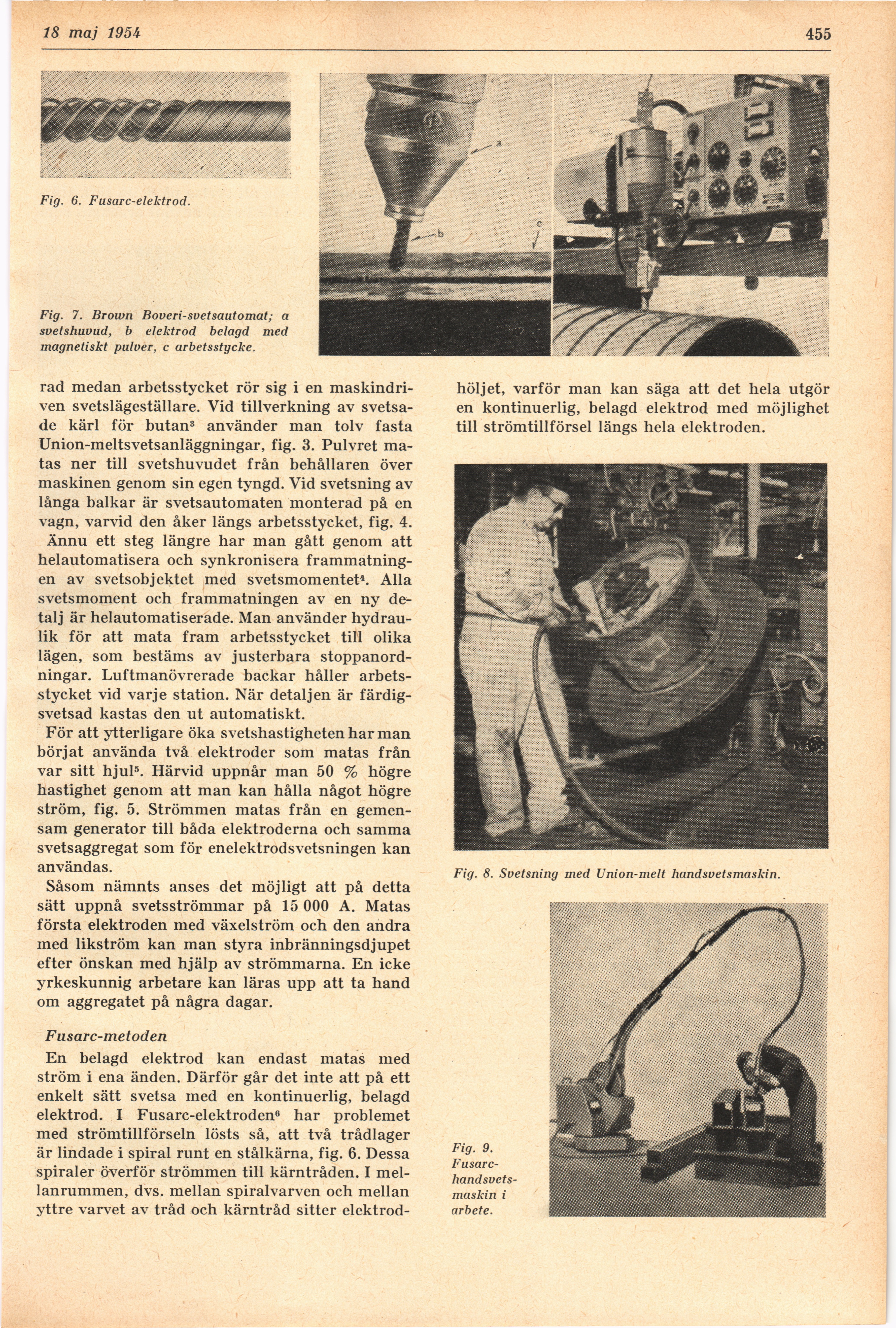
Fig. 8. Svetsning med Union-melt handsvetsmaskin.
Fig. 9. [-Fusarc-handsvets-maskin-]
{+Fusarc-
handsvets-
maskin+} i
arbete.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}