
Full resolution (JPEG) - On this page / på denna sida - H. 38. 19 oktober 1954 - Turbiner i svenska vattenkraftverk, av Magnus Oledal
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
19 oktober 1954-
897
föres svetsbyggda, med skövlar, navskiva och
band framställda var för sig, fig. 21.
Det är givet, att när man en gång
behärskar tekniken, medför detta framställningssätt
många fördelar både i fråga om noggrant
utförande och möjligheten att bearbeta
skovelytor-na och insidan av band och nav. Nyligen har
bestämts att löphjulen för Stornorrfors
(No-hab) skall utföras svetsbyggda, sedan frågan
varit föremål för ingående överläggningar med
svets- och materialexperter. Hjulen får en
diameter på ca 5,2 m och största godstjockleken i
svetsfog överstiger 100 mm. Materialet blir
kromstål.
Svetsning kommer även till användning i annat
sammanhang, nämligen för beläggning av för
ka-vitationsangrepp utsatta ytor med
motståndskraftigt material. Vanligt är att alla
kaplan-skovlar och francishjul för turbiner, som
projekteras med knapp marginal till kavitations-
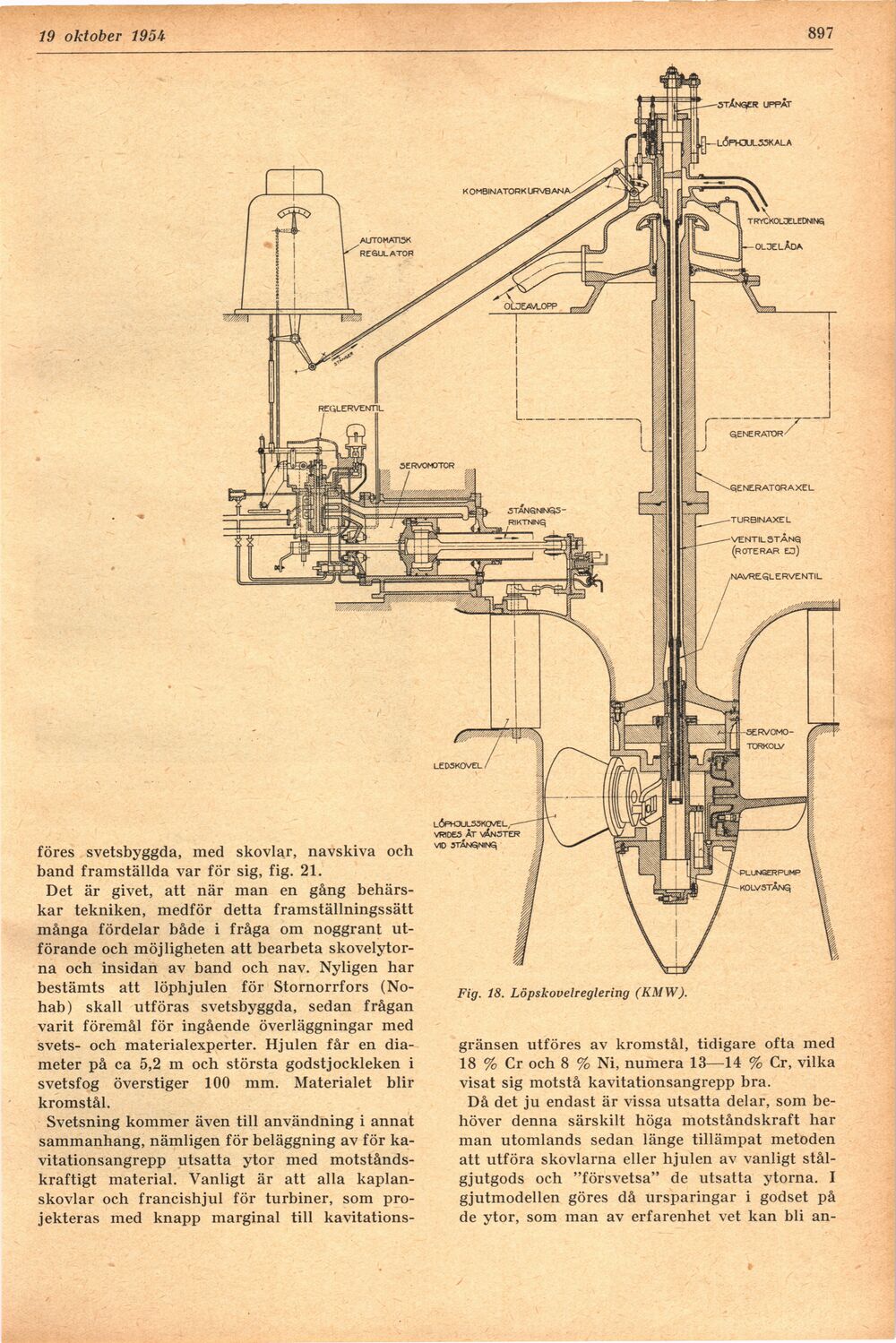
Fig. 18. Löpskovelreglering (KMW).
gränsen utföres av kromstål, tidigare ofta med
18 % Cr och 8 % Ni, numera 13—14 % Cr, vilka
visat sig motstå kavitationsangrepp bra.
Då det ju endast är vissa utsatta delar, som
behöver denna särskilt höga motståndskraft har
man utomlands sedan länge tillämpat metoden
att utföra skovlarna eller hjulen av vanligt
stålgjutgods och "försvetsa" de utsatta ytorna. I
gjutmodellen göres då ursparingar i godset på
de ytor, som man av erfarenhet vet kan bli an-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}