
Full resolution (JPEG) - On this page / på denna sida - H. 12. 22 mars 1955 - Vad kostar ▽▽▽ och H7? av Ulf Ljung
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 mars 1955
249
Vad kostar wv och H7?
Civilingenjör Lif Ljiing, Stockholm
Inom avd. Mekanik har tidigare, på initiativ av
avdelningens Produktionskommitté, diskuterats
ytjämnhetens och passningens sammanhang
med funktionen (Tekn. T. 1953 s. 709; 1954
s. 277).
För att belysa frågan om kostnaderna för olika
grad av finbearbetning har
Produktionskommittén från svenska industrier insamlat uppgifter om
bearbetningstider för ytor med tolerans- och
ytjämnhetskrav. Denna verksamhet har pågått i två
etapper under tiden juni 1954—februari 1955.
I den första begärdes tidsuppgifter för
bearbetning av ytor på arbetsstycken som tagits direkt
ur uppgiftslämnarens produktion, medan i den
andra, som avsågs vara ett komplement till den
första, önskades syntetiska tider för fyra
bestämda ytor i olika toleransgrader. De första
tidsstatistikuppgifterna kallas i fortsättningen
undersökning A och de andra undersökning B.
Undersökning A
Kommittén vände sig härvid till 39 företag med
begäran om tidsuppgifter för bearbetning av för
varje verkstad typiska detaljer med
måttoleran-ser och ytjämnhetsbehov. Uppgiftslämnaren fick
således stor frihet vid val av exempel, då i
anvisningen enda inskränkningar var, att ytornas
dimensioner borde begränsas för diametern
(bredden) inom 6—120 mm och för längden
(djupet) inom 6—300 mm samt att exemplen
skulle väljas inoin områdena diametrar på hål
och axlar, tjocklekar på plattor, längder på
ansatser och hålavstånd. Tidsuppgifterna borde
normalt endast innefatta summatid för uppsättning,
egentlig bearbetningstid och tid för nedtagning
av detaljen.
På den till företagen utsända blanketten
begärdes ytterligare uppgifter om seriestorlek,
material, ytans dimensioner efter varje operation,
ritningens tolerans- och ytjämnhetskrav, använd
maskintyp samt maskinens storlek, ålder och
tillstånd. Den aktuella detaljens utformning har
i de flesta fall erhållits genom medsänd ritning,
och dessutom har lämnats uppgifter om speciella
verktyg eller andra hjälpmedel som kan ha
påverkat tiden.
Avsikten med att ge företagen så stor frihet vid
val av exempel och att ej fordra mera detaljerade
tidsuppgifter var, att man ej ville påverka upp-
621.753.2
621.9.081 : 657.472
gifterna i någon riktning utan de skulle ge en
bild av de verkliga förhållandena vid verkstaden
ifråga. Man ville dessutom ej göra blanketterna
alltför komplicerade att fylla i, då risk ansågs
föreligga, att anslutningen därigenom bleve
mindre. Det skulle dock visa sig, att de erhållna
uppgifterna var väl knapphändiga för att kunna
belysa den uppställda frågan så ingående, som
var önskvärt.
Undersökningens omfattning
Av de 39 tillfrågade företagen lämnades bidrag av 29.
Antal erhållna uppgifter var efter viss komplettering 207,
fördelade på 104 hålytor, 66 axelytor och 37 ytor av
kategorierna plan, spår, hålavstånd och uppgifter med ett
flertal olika ytor. Undersökningsmaterialet är som synes
omfattande, men vid närmare granskning visar det sig vara
ganska heterogent.
En indelning av hålytorna med avseende på bearbetat
material ger, att ungefär hälften av arbetsstyckena är av
stål i olika kvaliteter, medan övriga material såsom
gjutjärn, mässingslegeringar, aluminiumlegeringar, bronser
m.fl. endast samlat ett fåtal exempel. Samma ytor
uppdelade i toleransgrader visar som väntat kraftig dominans
för IT 7, medan tecknen VVV och VV för ytjämnheten
använts i ca 90 °/o av exemplen. Större delen av hålen har
framtagits ur massivt gods, men ett flertal exempel utgår
från ämnesrör eller gjutna hål. I ett tiotal fall saknas
uppgifter om grovbearbetning. För framtagningen av dessa
104 hål har använts över 30 olika metodkombinationer.
En liknande indelning av axelytorna visar att så gott som
alla arbetsstycken är av stål, mer än hälften av ytorna är
i toleransgrad IT 6 och IT 7 och över 90 °/o har tecknen
VVV och VV. Antal bearbetningskombinationer för de
66 axelytorna överstiger 15.
De resterande 37 exemplen fördelar sig på flera så
art-skilda ytor, att de omöjligt kan bilda någon grund för
jämförelse med varandra. De måste därför helt utelämnas
vid den vidare bearbetningen.
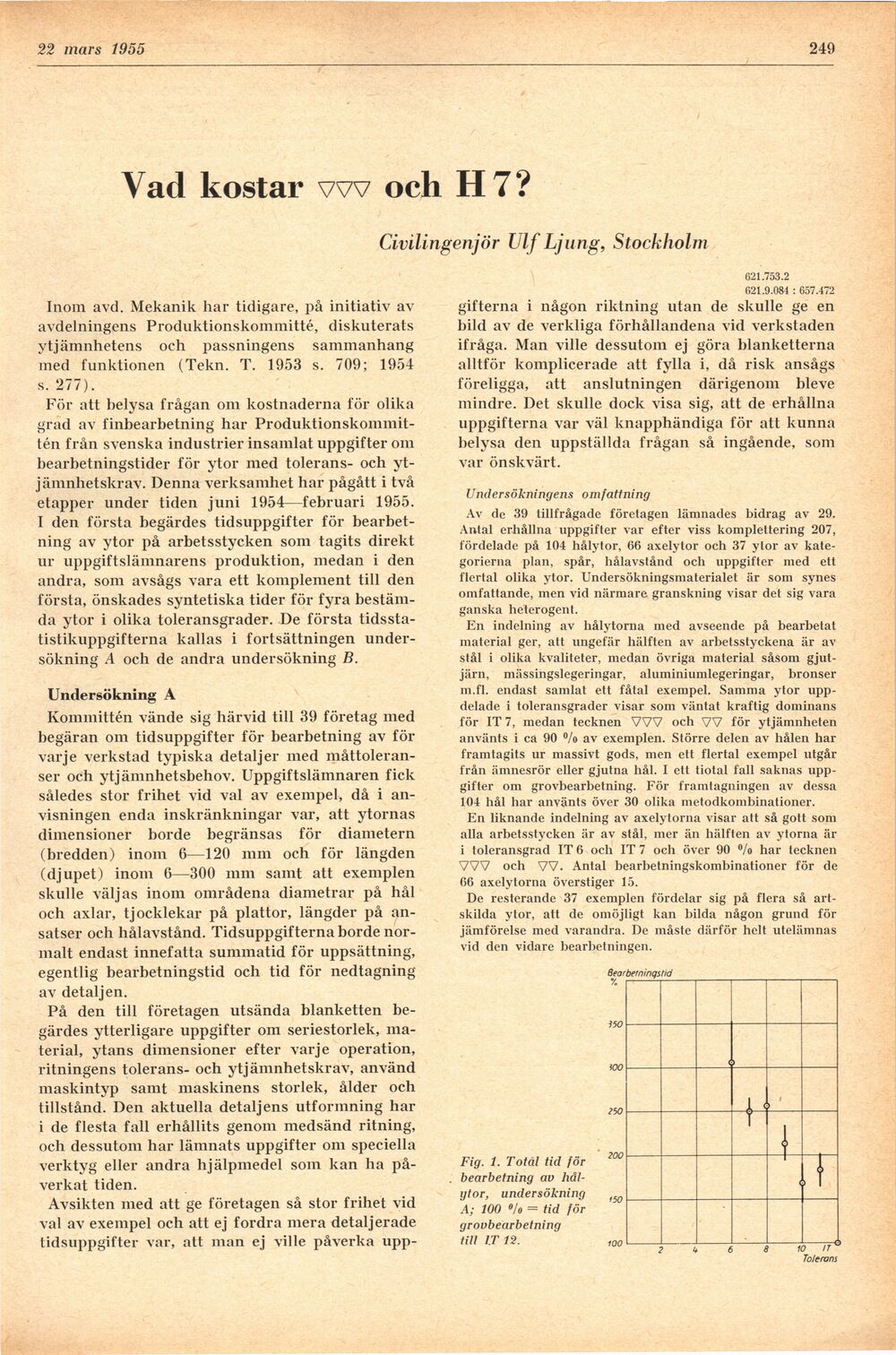
Fig. 1. Total tid för
bearbetning av
hål-ytor, undersökning
A; 100 °/o = tid för
grovbearbetning
till IT 12.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}