
Full resolution (JPEG) - On this page / på denna sida - H. 12. 22 mars 1955 - Vad kostar ▽▽▽ och H7? av Ulf Ljung
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 mars 1955
255
skinfabrikanterna anser att maskinerna kan
prestera, och det som verkstäderna i verkligheten
får ut av dem.
Bearbetning och sammanställning
Detta material har behandlats på samma sätt
som det tidigare för erhållande av direkt
jämförelse, tabell 6. Som ett komplement har
dessutom utarbetats diagram och tabeller med
bearbetningstiden i minuter, fig. 3—6, där även den
totala tidens uppdelning i grovbearbetning,
finbearbetning, ställtid, handtid och maskintid
angivits. De procentuella bearbetningstiderna har
även beräknats, fig. 7 och 8, bl.a. för jämförelse
med fig. 1 och 2.
Axelytornas bearbetningstid har här även
beräknats i procent av grovbearbetningstiden, fig.
Tabell 7. Exempel på axelytor ur undersökning B. Tider
med kursiv stil avser medelvärde.
[-Beteckning Grov-bear-bet-nings-tid-]
{+Be- teck- ning Grov- bear- bet- nings- tid+} min [-Fin-bear-bet-nings-tid-] {+Fin- bear- bet- nings- tid+} min Total tid min [-Bearbetningsgång-] {+Bearbetnings- gång+} Bastid +
fin-bear-nings-tid i °/o av
bastid Total tid i °/o av
grov-bear-bet-nings-tid
16 1,40 1,80 3,20 Svarvn. Support 237 229
Slipn. Centerless
16 1,20 5,10 6,30 Svarvn. Support 489 525
Svarvn. Support
Slipn. rund
Slipn. rund
16 0,75 0,53 1,28 Svarvn. Support 140 171
Slipn. Centerless
18 1.01 1,79 2,80 Svarvn. Support 237 277
Svarvn. Support
Slipn. rund instick
18 1,20 4,80 6,00 Svarvn. Support 468 500
Svarvn. Support
Slipn. rund
Slipn. rund
18 0,75 0,53 1,28 Svarvn. Support 140 171
Slipn. Centerless
110 0,89 1,11 2,00 Svarvn. Support 185 226
Svarvn. Support
110 1,65 1,80 3,45 Svarvn. Support 237 209
Svarvn. Support
110 0,75 0,48 1,23 Svarvn. Support 136 164
Slipn. Centerless
25 0,78 1,38 2,16 Svarvn. Support 231 277
Slipn. Centerless
25 1,35 4,40 5,75 Svarvn. Support 519 426
Slipn.
25 — — 0,43 Slipn. Centerless — —
27 — — 2,02 Slipn. Centerless — —
27 1.35 3,70 5,05 Svarvn. Support 452 374
Slipn.
27 — — 0,41 Slipn. Centerless — —
29 0.43 0,98 1,41 Svarvn. kopier 190 328
Slipn. rund instick
29 1.55 1,37 2,92 Svarvn. Support 230 188
Svarvn. Support
29 – — 0,39 Slipn. Centerless — —
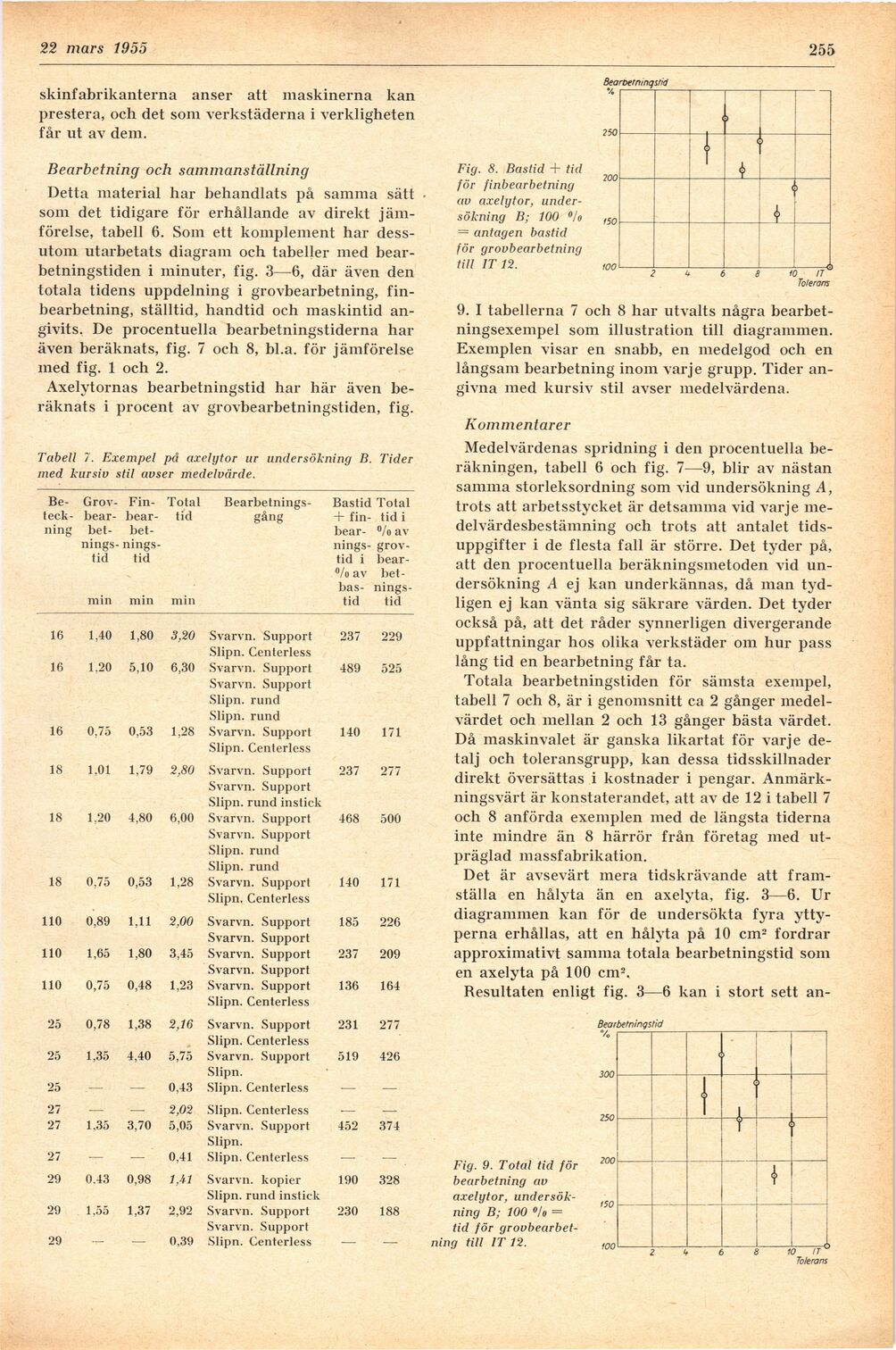
Fig. 8. Bastid + tid
för finbearbetning
av axelytor,
undersökning B; 100 °/o
— antagen bastid
för grovbearbetning
till IT 12.
9. I tabellerna 7 och 8 har utvalts några
bearbetningsexempel soin illustration till diagrammen.
Exemplen visar en snabb, en medelgod och en
långsam bearbetning inom varje grupp. Tider
angivna med kursiv stil avser medelvärdena.
Kommentarer
Medelvärdenas spridning i den procentuella
beräkningen, tabell 6 och fig. 7—9, blir av nästan
samma storleksordning som vid undersökning A,
trots att arbetsstycket är detsamma vid varje
medelvärdesbestämning och trots att antalet
tidsuppgifter i de flesta fall är större. Det tyder på,
att den procentuella beräkningsmetoden vid
undersökning A ej kan underkännas, då man
tydligen ej kan vänta sig säkrare värden. Det tyder
också på, att det råder synnerligen divergerande
uppfattningar hos olika verkstäder om hur pass
lång tid en bearbetning får ta.
Totala bearbetningstiden för sämsta exempel,
tabell 7 och 8, är i genomsnitt ca 2 gånger
medelvärdet och mellan 2 och 13 gånger bästa värdet.
Då maskinvalet är ganska likartat för varje
detalj och toleransgrupp, kan dessa tidsskillnader
direkt översättas i kostnader i pengar.
Anmärkningsvärt är konstaterandet, att av de 12 i tabell 7
och 8 anförda exemplen med de längsta tiderna
inte mindre än 8 härrör från företag med
utpräglad massfabrikation.
Det är avsevärt mera tidskrävande att
framställa en hålyta än en axelyta, fig. 3—6. Ur
diagrammen kan för de undersökta fyra
ytty-perna erhållas, att en hålyta på 10 cm2 fordrar
approximativt samma totala bearbetningstid som
en axelyta på 100 cm2.
Resultaten enligt fig. 3—6 kan i stort sett an-
Fig. 9. Total tid för
bearbetning av
axelytor,
undersökning B; 100 o/o =
tid för
grovbearbetning till IT 12.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}