
Full resolution (JPEG) - On this page / på denna sida - H. 16. 19 april 1955 - Värmebehandlade konstruktionsstål, av Per O Björkman
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
370
TEKNISK TIDSKRIFT
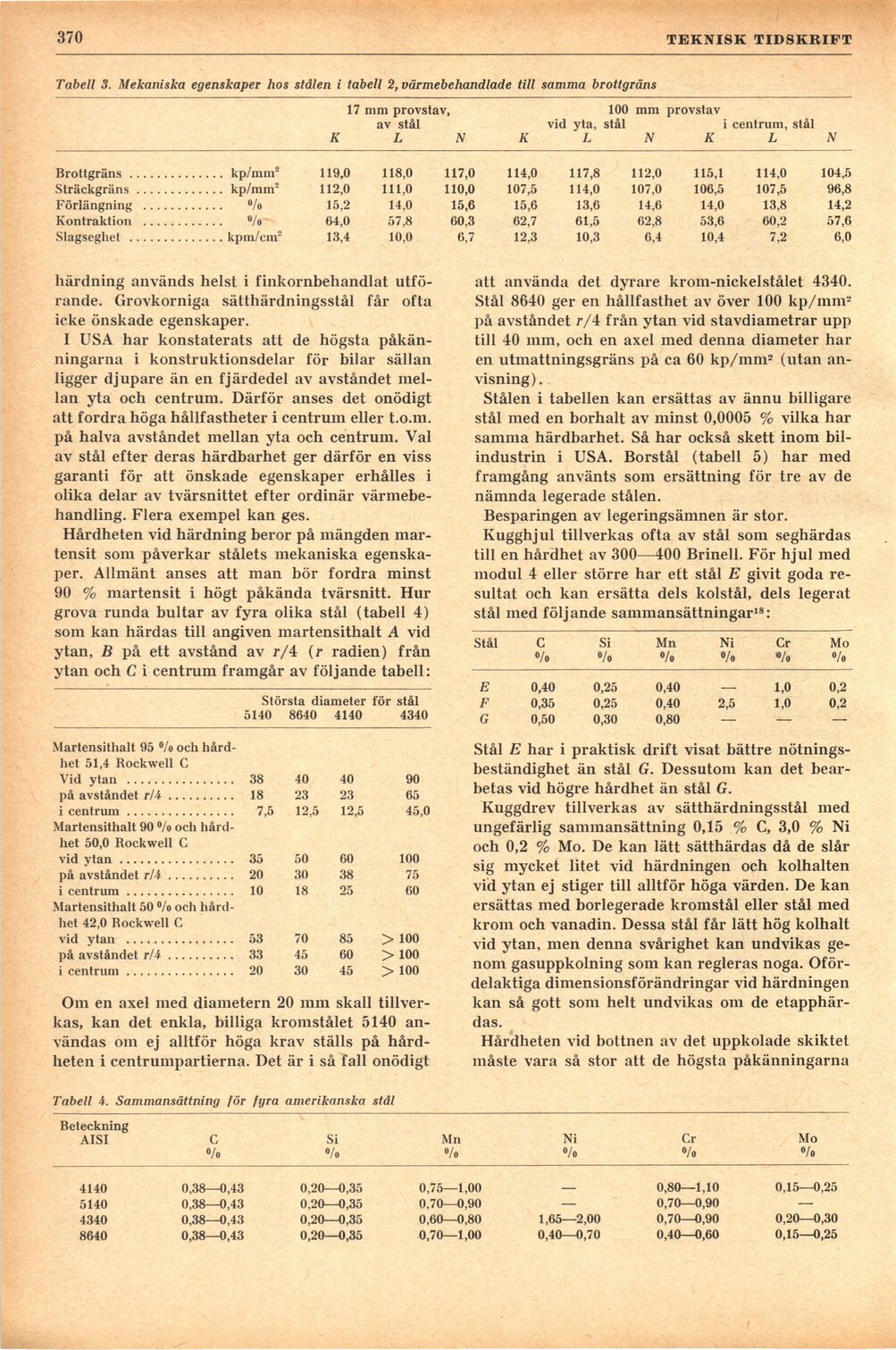
Tabell 3. Mekaniska egenskaper hos stålen i tabell 2, värmebehandlade till samma brottgräns
17 mm provstav, 100 mm provstav
av stål vid yta, stål i centrum, stål
KLNKLNKLN
Brottgräns........ ......kp/mm2 119,0 118,0 117,0 114,0 117,8 112,0 115,1 114,0 104,5
Sträckgräns ....... ......kp/mm2 112,0 111,0 110,0 107,5 114,0 107,0 106,5 107,5 96,8
Förlängning ...... ....... °/o 15,2 14,0 15,6 15,6 13,6 14,6 14,0 13,8 14,2
Kontraktion ...... ...... <Vo 64,0 57,8 60,3 62,7 61,5 62,8 53,6 60,2 57,6
Slagseghet ........ ......kpm/cnr 13,4 10,0 6,7 12,3 10,3 6,4 10,4 7,2 6,0
härdning används helst i finkornbehandlat
utförande. Grovkorniga sätthärdningsstål får ofta
icke önskade egenskaper.
I USA har konstaterats att de högsta
påkänningarna i konstruktionsdelar för bilar sällan
ligger djupare än en fjärdedel av avståndet
mellan yta och centrum. Därför anses det onödigt
att fordra höga hållfastheter i centrum eller t.o.m.
på halva avståndet mellan yta och centrum. Val
av stål efter deras härdbarhet ger därför en viss
garanti för att önskade egenskaper erhålles i
olika delar av tvärsnittet efter ordinär
värmebehandling. Flera exempel kan ges.
Hårdheten vid härdning beror på mängden
mar-tensit som påverkar stålets mekaniska
egenskaper. Allmänt anses att man bör fordra minst
90 % martensit i högt påkända tvärsnitt. Hur
grova runda bultar av fyra olika stål (tabell 4)
som kan härdas till angiven martensithalt A vid
ytan, B på ett avstånd av r/4 (r radien) från
ytan och C i centrum framgår av följande tabell:
Största diameter för stål
5140 8640 4140 4340
Martensithalt 95 % och
hårdhet 51,4 Rockwell C
Vid ytan ................ 38 40 40 90
på avståndet r/4.......... 18 23 23 65
i centrum................ 7,5 12,5 12,5 45,0
Martensithalt 90 %> och
hårdhet 50,0 Rockwell C
vid ytan................. 35 50 60 100
på avståndet r/4.......... 20 30 38 75
i centrum................ 10 18 25 60
Martensithalt 50 °/o och
hårdhet 42,0 Rockwell C
vid ytan ................ 53 70 85 >100
på avståndet r/4 .......... 33 45 60 >100
i centrum................ 20 30 45 >100
Om en axel med diametern 20 mm skall
tillverkas, kan det enkla, billiga kromstålet 5140
användas om ej alltför höga krav ställs på
hårdheten i centrumpartierna. Det är i så fall onödigt
att använda det dyrare krom-nickelstålet 4340.
Stål 8640 ger en hållfasthet av över 100 kp/mm2
på avståndet r/4 från ytan vid stavdiametrar upp
till 40 mm, och en axel med denna diameter har
en utmattningsgräns på ca 60 kp/mm2 (utan
anvisning) .
Stålen i tabellen kan ersättas av ännu billigare
stål med en borhalt av minst 0,0005 % vilka har
samma härdbarhet. Så har också skett inom
bilindustrin i USA. Borstål (tabell 5) har med
framgång använts som ersättning för tre av de
nämnda legerade stålen.
Besparingen av legeringsämnen är stor.
Kugghjul tillverkas ofta av stål som seghärdas
till en hårdhet av 300—400 Brinell. För hjul med
modul 4 eller större har ett stål E givit goda
resultat och kan ersätta dels kolstål, dels legerat
stål med följande sammansättningar18:
Stål C Si Mn Ni Cr Mo
%> °/o °/o °/o Vo °/o
E 0,40 0,25 0,40 _ 1,0 0,2
F 0,35 0,25 0,40 2,5 1,0 0,2
G 0,50 0,30 0,80 — — —
Stål E har i praktisk drift visat bättre
nötningsbeständighet än stål G. Dessutom kan det
bearbetas vid högre hårdhet än stål G.
Kuggdrev tillverkas av sätthärdningsstål med
ungefärlig sammansättning 0,15 % C, 3,0 % Ni
och 0,2 % Mo. De kan lätt sätthärdas då de slår
sig mycket litet vid härdningen och kolhalten
vid ytan ej stiger till alltför höga värden. De kan
ersättas med borlegerade kromstål eller stål ined
krom och vanadin. Dessa stål får lätt hög kolhalt
vid ytan, men denna svårighet kan undvikas
genom gasuppkolning som kan regleras noga.
Ofördelaktiga dimensionsförändringar vid härdningen
kan så gott som helt undvikas om de
etapphärdas.
Hårdheten vid bottnen av det uppkolade skiktet
måste vara så stor att de högsta påkänningarna
Tabell 4. Sammansättning för fyra amerikanska stål
Beteckning
AISI C Si Mn Ni Cr Mo
O/o °/o °/o °/o °/o °/o
4140 0,38—0,43 0,20—0,35 0,75—1,00 — 0,80—1,10 0,15—0,25
5140 0,38—0,43 0,20—0,35 0,70—0,90 — 0,70—0,90 —
4340 0,38—0,43 0,20—0,35 0,60—0,80 1,65—2,00 0,70—0,90 0,20—0,30
8640 0,38—0,43 0,20—0,35 0,70—1,00 0,40—0,70 0,40—0,60 0,15—0,25
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}