
Full resolution (JPEG) - On this page / på denna sida - H. 34. 20 september 1955 - Nybyggen - Norrköpingstanker om 750 tdw, av N Lll - Nya metoder - Centrifugalgjutning av polyeten, av SHl - Cirkulationspump utan packbox, av Wll
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
770 TEKNISK TIDSKRIFT
Fig. 1. Motortankern "Thuntank II" sjösätts på
Norrköpingsvarvets slip.
Norrköpingstanker 0111 750 tdw. Efter ett omfattande
konstruktionsarbete liar AB Norrköpings Varv och
Verkstad lyckats få fram en tankfartygstyp med nämnda
lastdryghet och en lasttankskapacitet av 970 m3 samt en
dräktighet, som ej fullt uppgår till 500 brt, vilket gjorde att
varvet inom loppet av ett par månader fick beställning på
fyra dylika byggen. Den första "Norrköpingstankern",
M/T "Thuntank II" (fig. 1), beställd av Erik Thun AB,
Lidköping, sjösattes den 14 juni 1955. Fartyget är byggt
på varvets mindre bädd och hade därifrån i sidled flyttats
över till slipen, där sjösättningen ägde rum. "Thuntank II"
har huvuddimensionerna:
längd överallt ................................. 187’—61/*" = 57,2 m
längd mellan perpendiklar .................... 170’—71/*" = 52,0 m
mallad bredd .................................. 29’—2?/»" = 8,9 m
mallat djup ................................... 12’—9Vs" = 3,9 m
djupgående .................................... 11’—7" = 3,54 m
Propellermaskinen består av en Alpha dieselmotor och
farten beräknas bli 11 knop (enl. AB Norrköpings Varv &
Verkstad). N Lll
Nya metoder
Centrifugalgjutning av polyeten. Man kan utan
svårighet strängspruta polyetenrör för kallvatten i dimensioner
upp till 300 mm, men för rör över 300—400 mm är denna
metod opraktisk. Sådana rör (upp till 900 mm) kan
tillverkas ekonomiskt genom centrifugalgjutning. Processen är
enkel och utrustningen är betydligt billigare än den som
fordras för strängsprutning.
Metoden har dock nackdelarna att produktionen blir
relativt liten och att rören erhålls i bestämda längder (högst
ca 3,5 m). Vid tillverkning av små mängder rör av olika
dimensioner är den i allmänhet mer ekonomisk än
strängsprutning.
Centrifugalgjutning av polyetenrör har tillämpats flera
år. Metoden är i princip densamma som för metallrör.
Som form används ett metallrör, upphettas utifrån längs
hela sin längd. Det ligger på rullar som drivs av en motor
med reglerbart varvtal. Formen kan upphettas med
stadsgas.
I den till 130°C upphettade, roterande formen fylls en
beräknad mängd polyeten som smälter och bildar ett
homogent skal på formens insida när temperaturen höjs
till 160°C. Efter en viss tid vid denna temperatur får
formen svalna under fortsatt rotation. När 40°C nåtts har
polyetenen krympt så mycket att röret kan tas ut ur
formen.
Gjutna rör har i allmänhet sämre mekaniska egenskaper
än strängsprutade, men av hårdare polyetentyper,
innehållande kimrök och antioxidationsmedel, kan man erhålla
produkter med egenskaper som närmar sig strängsprutade
rörs (British Plastics april 1955 s. 126—129). SHl
Cirkulationspiunp utan packbox. För cirkulation av
pannvattnet i tvångscirkulationsångpannor används
allmänt centrifugalpumpar. Vid de allt högre ångtryck, som
numera används, har det emellertid visat sig svårt att få
pumparna fullt driftsäkra, och detta beror främst på
svårigheten med axelpackboxarna. Det har också blivit
nödvändigt att använda stora mängder vatten för att kyla
boxarna med.
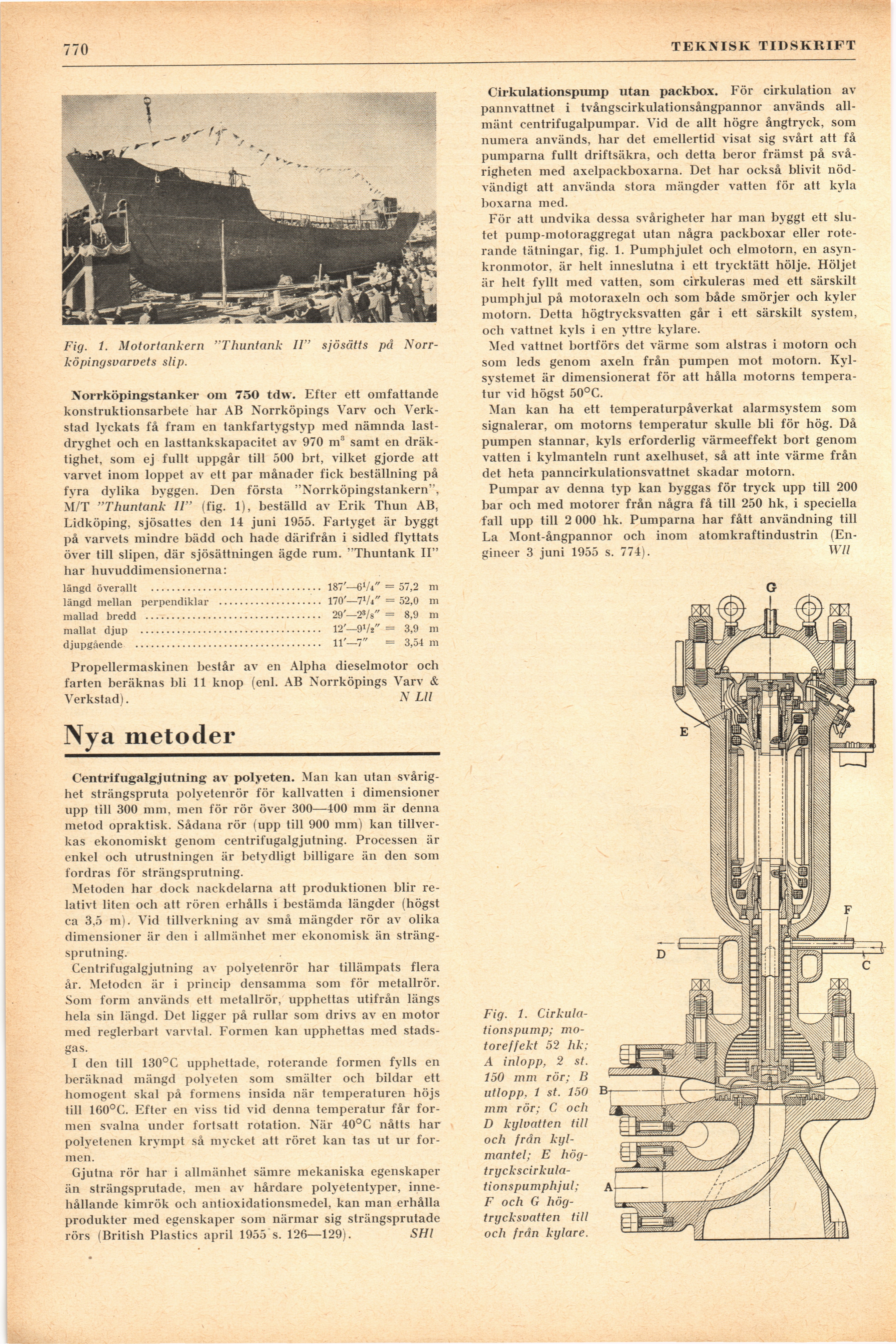
För att undvika dessa svårigheter har man byggt ett
slutet pump-motoraggregat utan några packboxar eller
roterande tätningar, fig. 1. Pumphjulet och elmotorn, en
asynkronmotor, är helt inneslutna i ett trycktätt hölje. Höljet
är belt fyllt med vatten, som cirkuleras med ett särskilt
pumphjul på motoraxeln och som både smörjer och kyler
motorn. Detta högtrycksvatten går i ett särskilt system,
och vattnet kvls i en yttre kylare.
Med vattnet bortförs det värme som alstras i motorn och
som leds genom axeln från pumpen mot motorn.
Kylsystemet är dimensionerat för att hålla motorns
temperatur vid högst 50°C.
Man kan ha ett temperaturpåverkat alarmsystem som
signalerar, om motorns temperatur skulle bli för hög. Då
pumpen stannar, kyls erforderlig värmeeffekt bort genom
vatten i kylmanteln runt axelhuset, så att inte värme från
det heta panncirkulationsvattnet skadar motorn.
Pumpar av denna typ kan byggas för tryck upp till 200
bar och med motorer från några få till 250 hk, i speciella
fall upp till 2 000 lik. Pumparna har fått användning till
La Mont-ångpannor och inom atomkraftindustrin
(En-gineer 3 juni 1955 s. 774). Wll
Fig. 1.
Cirkulationspump; motoreffekt 52 hk;
A inlopp, 2 st.
150 mm rör; B
utlopp. 1 st. 150
mm rör; C och
D kylvatten till
och från
kylmantel; E
hög-tryckscirkula-tionspumphjul;
F och G
högtrycksvatten till
ocli från kylare.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}