
Full resolution (JPEG) - On this page / på denna sida - H. 35. 27 september 1955 - Tornsvängkranar för husbyggen, av Bo Bouvin

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
790
TEKNISK TIDSKRIFT
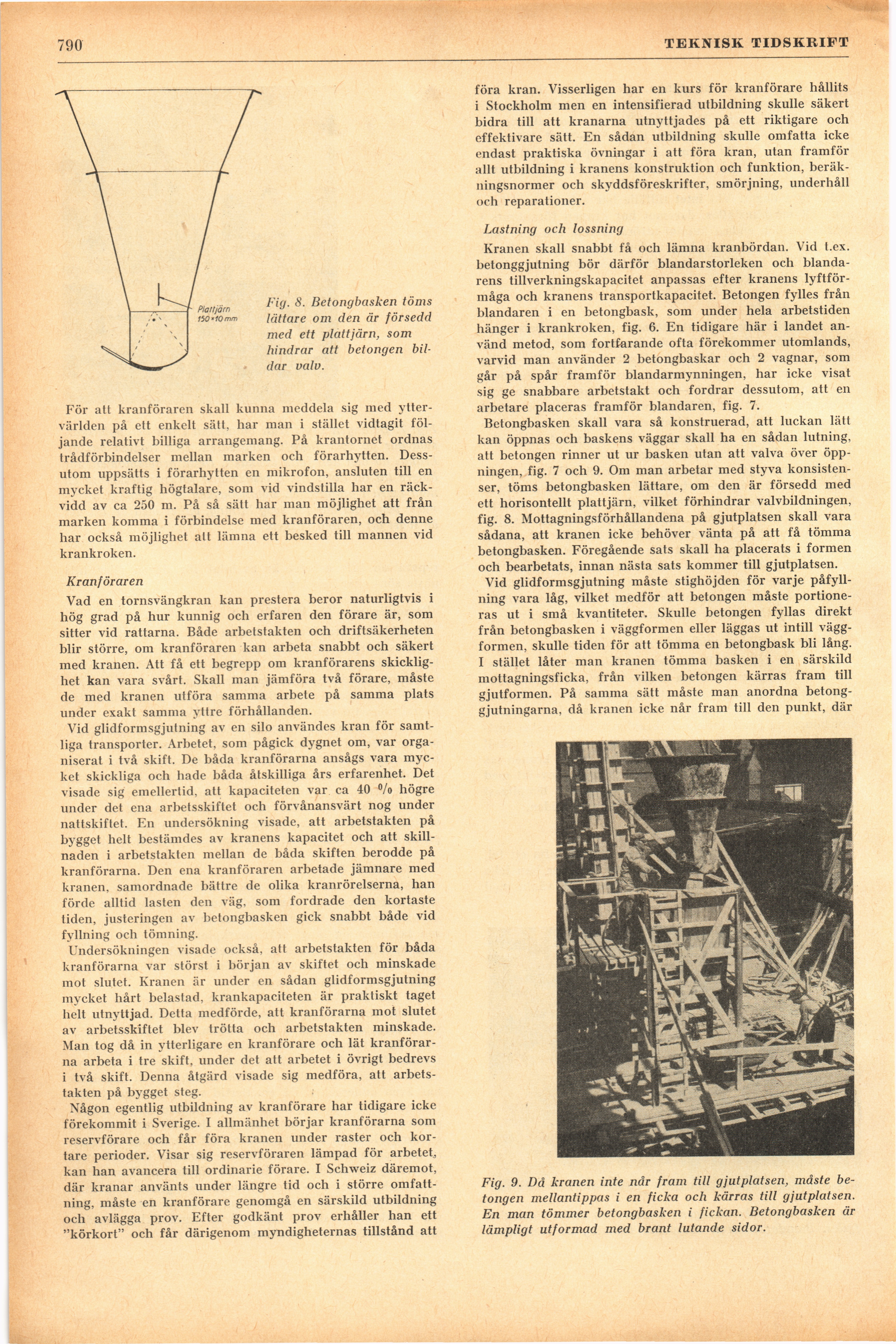
Fig. 8. Betongbcisken töms
lättare om den är försedd
med ett plattjärn, som
hindrar att betongen
bildar valu.
Föl" att kranföraren skall kunna meddela sig med
yttervärlden på ett enkelt sätt. har man i stället vidtagit
följande relativt billiga arrangemang. På krantornet ordnas
trådförbindelser mellan marken och förarhytten.
Dessutom uppsätts i förarhytten en mikrofon, ansluten till en
mycket kraftig högtalare, som vid vindstilla har en
räckvidd av ca 250 m. På så sätt har man möjlighet att från
marken komma i förbindelse med kranföraren, och denne
har också möjlighet alt lämna ett besked till mannen vid
krankroken.
Kranföraren
Vad en tornsvängkran kan prestera beror naturligtvis i
hög grad på hur kunnig och erfaren den förare är, som
sitter vid rattarna. Både arbetstakten och driftsäkerheten
blir större, om kranföraren kan arbeta snabbt och säkert
med kranen. Att få ett begrepp om kranförarens
skicklighet kan vara svårt. Skall man jämföra två förare, måste
de med kranen utföra samma arbete på samma plats
under exakt samma yttre förhållanden.
Vid glidformsgjutning av en silo användes krän för
samtliga transporter. Arbetet, som pågick dygnet om, var
organiserat i två skift. De båda kranförarna ansågs vara
mycket skickliga och hade båda åtskilliga års erfarenhet. Det
visade sig emellertid, att kapaciteten var ca 40 °/o högre
under det ena arbetsskiftet och förvånansvärt nog under
nattskiftet. En undersökning visade, att arbetstakten på
bygget helt bestämdes av kranens kapacitet och att
skillnaden i arbetstakten mellan de båda skiften berodde på
kranförarna. Den ena kranföraren arbetade jämnare med
kranen, samordnade bättre de olika kranrörelserna, han
förde alltid lasten den väg, som fordrade den kortaste
tiden, justeringen av betongbasken gick snabbt både vid
fyllning och tömning.
Undersökningen visade också, att arbetstakten för båda
kranförarna var störst i början av skiftet och minskade
mot slutet. Kranen är under en sådan glidformsgjutning
mycket hårt belastad, krankapaciteten är praktiskt taget
helt utnyttjad. Detta medförde, att kranförarna mot slutet
av arbetsskiftet blev trötta och arbetstakten minskade.
Man tog då in ytterligare en kranförare och lät
kranförarna arbeta i tre skift, under det att arbetet i övrigt bedrevs
i två skift. Denna åtgärd visade sig medföra, att
arbetstakten på bygget steg.
Någon egentlig utbildning av kranförare har tidigare icke
förekommit i Sverige. I allmänhet börjar kranförarna som
reservförare och får föra kranen under raster och
kortare perioder. Visar sig reservföraren lämpad för arbetet,
kan han avancera till ordinarie förare. I Schweiz däremot,
där kranar använts under längre tid och i större
omfattning, måste en kranförare genomgå en särskild utbildning
och avlägga prov. Efter godkänt prov erhåller han ett
"körkort" och får därigenom myndigheternas tillstånd att
föra krän. Visserligen har en kurs för kranförare hållits
i Stockholm men en intensifierad utbildning skulle säkert
bidra till att kranarna utnyttjades på ett riktigare och
effektivare sätt. En sådan utbildning skulle omfatta icke
endast praktiska övningar i att föra krän, utan framför
allt utbildning i kranens konstruktion och funktion,
beräkningsnormer och skyddsföreskrifter, smörjning, underhåll
och reparationer.
Lastning och lossning
Kranen skall snabbt få och lämna kranbördan. Vid l.ex.
betonggjutning bör därför blandarstorleken och
biandarens tillverkningskapacitet anpassas efter kranens
lyftförmåga och kranens transportkapacitet. Betongen fylles från
biandaren i en betongbask, som under hela arbetstiden
hänger i krankroken, fig. 6. En tidigare här i landet
använd metod, som fortfarande ofta förekommer utomlands,
varvid man använder 2 betongbaskar och 2 vagnar, som
går på spår framför blandarmynningen, har icke visat
sig ge snabbare arbetstakt och fordrar dessutom, att en
arbetare placeras framför biandaren, fig. 7.
Betongbasken skall vara så konstruerad, att luckan lätt
kan öppnas och baskens väggar skall ha en sådan lutning,
att betongen rinner ut ur basken utan att valva över
öppningen, fig. 7 och 9. Om man arbetar med styva
konsistenser, töms betongbasken lättare, om den är försedd med
ett horisontellt plattjärn, vilket förhindrar valvbildningen,
fig. 8. Mottagningsförhållandena på gjutplatsen skall vara
sådana, att kranen icke behöver vänta på att få tömma
betongbasken. Föregående sats skall ha placerats i formen
och bearbetats, innan nästa sats kommer till gjutplatsen.
Vid glidformsgjutning måste stighöjden för varje
påfyllning vara låg, vilket medför att betongen måste
portioneras ut i små kvantiteter. Skulle betongen fyllas direkt
från betongbasken i väggformen eller läggas ut intill
väggformen, skulle tiden för att tömma en betongbask bli lång.
I stället låter man kranen tömma basken i en särskild
mottagningsficka, från vilken betongen kärras fram till
gjutformen. På samma sätt måste man anordna
betong-gjutningarna, då kranen icke når fram till den punkt, där
Fig. 9. Då kranen inte når fram till gjutplatsen, måste
betongen mellantippas i en ficka och kärras till gjutplatsen.
En man tömmer betongbasken i fickan. Betongbasken är
lämpligt utformad med brant lutande sidor.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}