
Full resolution (JPEG) - On this page / på denna sida - H. 41. 8 november 1955 - Spinning av konstfibrer, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 november 1955
927
man till ett knippe som vid nylon 66 dras
otvinnat nedåt. Härunder påförs nödvändig mängd
vatten och smörjmedel, varefter garnet löper
över matartrissor och osträckt spolas upp på en
ytdriven bobin. Oftast är fibern fast ca 0,6 m
nedanför spinndysan. Spolningshastigheten
brukar vara av storleksordningen 800 m/min.
När fibern bildas är materialet torrt. De flesta
smältspunna fibrer är hygroskopiska och
förlängs när de tar upp vatten. Man kan därför inte
spola upp torrt garn; det skulle trassla till sig
på bobinen. Man måste före uppspolningen låta
fibern ta upp så mycket vatten att den kommer
i jämvikt med atmosfären. Man låter därför
fiberknippet löpa genom ett rör i vilket ånga
blåses in och sedan över en vals där det fuktas
ytterligare; man använder här en olje-vattenemulsion
för att minska elektrostatisk uppladdning och
smörja garnet för sträckningen.
Vid spinning av nylon 6 kan man inte använda
ånga då denna fiber innehåller avsevärd mängd
monomer och därför blir klibbig vid upphettning.
Den dras först genom vatten innehållande
vät-medel och sedan genom oljeemulsion.
De betingelser under vilka fibern bildas är
mycket komplicerade. Den förlängs betydligt vid
spinningen, men osträckt nylonfiber är dock
fullständigt amorf. Dess förlängning vid spinningen
måste därför ske medan polymeren ännu är
flytande; annars skulle den nämligen medföra en
viss molekylorientering. Då fibern svalnar snabbt
så snart den lämnat spinndysan, kan dess
förlängning ske endast inom ett starkt begränsat
område intill denna.
Sträckning
Till synes är sträckning av en syntetfiber en
enkel process. Den utförs i en maskin (fig. 5)
som i princip består av ett valspar, som matar
det osträckta garnet från en bobin, och ett annat
valspar som sträcker det därför att det roterar
med ungefär fyra gånger större periferihastighet
än matarvalsarna. Mellan valsparen löper garnet
ofta över ett stift varigenom spänningen vid
matarvalsarna minskas. Sträckningen sker då intill
stiftet. Efter sträckvalsarna spolas garnet upp
på en bobin. Fibern kan sträckas kall, varvid
dess värmning genom friktion mot stiftet och
vid sträckningen underlättar denna; den kan
också värmas genom passage över en het yta
eller med het gas.
Vid sträckningen kan en plötslig minskning av
fiberns diameter ske vid en viss punkt i
fiberbanan. Hela sträckningen sker då på en gång
under plötslig minskning av fiberdiametern,
varvid alltså en ansats bildas. Detta fenomen har
iakttagits hos några fibertyper som är kristallina
åtminstone efter sträckningen, t.ex. nylon och
Terylene. I allmänhet har grövre fibrer större
tendens till ansatsbildning än finare. Detta fram-
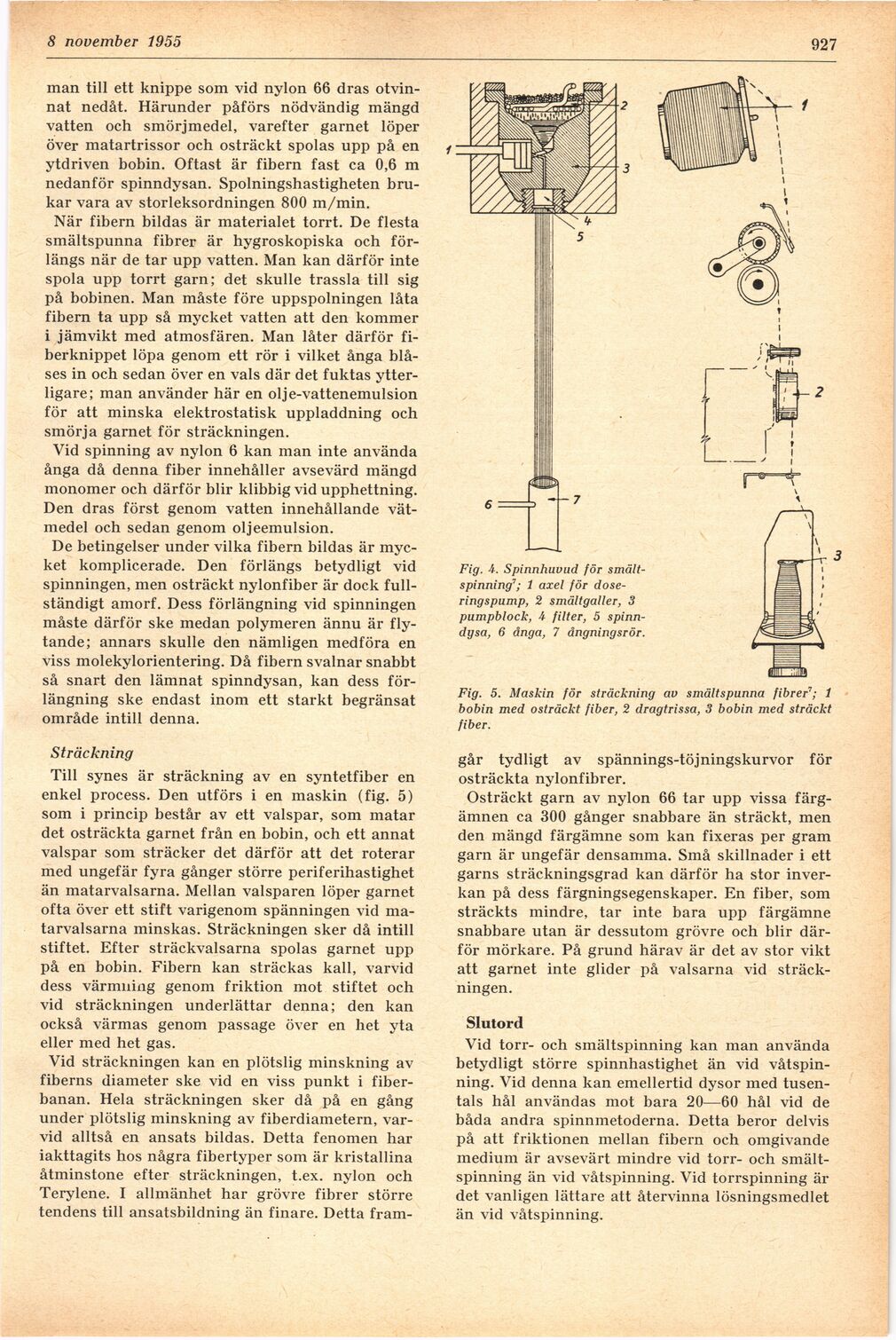
Fig. A. Spinnhuvud för
smältspinning7; 1 axel för
doseringspump, 2 smältgaller, 3
pumpblock, 4 filter, 5
spinndysa, 6 ånga, 7 ångningsrör.
Fig. 5. Maskin för sträckning av smältspunna fibrer1; 1
bobin med osträckt fiber, 2 dragtrissa, 3 bobin med sträckt
fiber.
går tydligt av spännings-töjningskurvor för
osträckta nylonfibrer.
Osträckt garn av nylon 66 tar upp vissa
färgämnen ca 300 gånger snabbare än sträckt, men
den mängd färgämne som kan fixeras per gram
garn är ungefär densamma. Små skillnader i ett
garns sträckningsgrad kan därför ha stor
inverkan på dess färgningsegenskaper. En fiber, som
sträckts mindre, tar inte bara upp färgämne
snabbare utan är dessutom grövre och blir
därför mörkare. På grund härav är det av stor vikt
att garnet inte glider på valsarna vid
sträckningen.
Slutord
Vid torr- och smältspinning kan man använda
betydligt större spinnhastighet än vid
våtspinning. Vid denna kan emellertid dysor med
tusentals hål användas mot bara 20—60 hål vid de
båda andra spinnmetoderna. Detta beror delvis
på att friktionen mellan fibern och omgivande
medium är avsevärt mindre vid torr- och
smältspinning än vid våtspinning. Vid torrspinning är
det vanligen lättare att återvinna lösningsmedlet
än vid våtspinning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}