
Full resolution (JPEG) - On this page / på denna sida - H. 42. 15 november 1955 - Andras erfarenheter - Polyvinylformalfiber, av SHl - Ugn för vakuumsmältning av metaller, av SHl - Förkromning av magnesiumgjuten, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
956
TEKNISK TIDSKRIFT
Japan genom acetalisering av alkoholgrupperna med
formaldehyd. Fibern förblir emellertid utpräglat hydrofil och
kan absorbera ca 30 °/o vatten. I detta hänseende är den
unik bland syntetfibrerna. Vinylon-plagg sägs vara lika
behagliga att bära närmast kroppen som bomull.
Våtstrykning av Vinylon-tyger är dock alltjämt ett problem trots
att man nu kan framställa en fiber som i vått tillstånd tål
115—120°C.
Utgångsmaterialen för Vinylon är acetylen och ättiksyra
som bringas att reagera till vinylacetat vid en
zinkacetat-katalysator. Som biprodukt fås acetaldehyd som oxideras
till ättiksyra. Vinylacetatet polymeriseras kontinuerligt i
metanollösning med en peroxid som initiator.
Polyvinyl-acetatet förtvålas med natriumhydroxid, alltjämt i
metanollösning. Härvid faller polyvinylalkohol ut; den
från-filtreras, tvättas med metanol och torkas.
Filtratets beståndsdelar, metanol, metylacetat och
natriumacetat separeras genom destillation, metylacetatet
förtvålas och natriumacetatet sönderdelas med svavelsyra,
varvid metanol och ättiksyra återvinns. Av natriumacetatet
kan man också framställa ättiksyra och natriumhydroxid
genom elektrolys. Natriumsulfatet kan utnyttjas vid fiberns
spinning och efterbehandling.
Som spinnbad används nämligen en natriumsulfatlösning
i vilken polyvinylalkoholen koagulerar. Fibern görs sedan
vattenolöslig genom behandling i ett bad, innehållande
formaldehyd, svavelsyra och natriumsulfat (Chemical
En-gineering jan. 1955 s. 108—110). SHl
Ugn för vakuiunsmältning av metaller. Metaller med
hög renhet framställs nu i många länder genom
vakuumsmältning (Tekn. T. 1949 s. 299, 1952 s. 1 052). I USA
tillverkas sålunda rent järn, järn-nickel-koboltlegeringar,
kopparplåt, kullagerstål och andra metaller genom
vakuumsmältning. En amerikansk anläggning producerar ca 600
t/år koppar och 180 t/år stål.
En schweizisk anläggning (fig. 1) för ca 300 t/år stål vid
kontinuerlig drift består av en vattenkyld
vakuumkammare i vilken står en tippbar, induktiönsupphettad degel.
Denna kan lätt bytas ut eller kan formas och brännas i
ugnen. Då anläggningen är avsedd för kommersiell
tillverkning av ett stort antal olika legeringar, har
charge-ringen gjorts mycket anpassningsbar.
Inmatningstratten (fig. 2) har sålunda försetts med en
inre, i sex fack delad tratt som kan vridas så att facken
i tur och ordning kommer över yttertrattens
utloppsöppning. Deras innehåll töms härvid på en eldriven
skakränna och från denna i smältdegeln. Varje komponent
kan alltså sättas till vid vilken önskad tidpunkt som helst.
Vakuumkammaren är en dubbelmantlad, vattenkyld cy-
Fig. 1. Ugn för vakuumsmältning av en charge på upp till
200 kg; vakuumkammaren år öppnad.
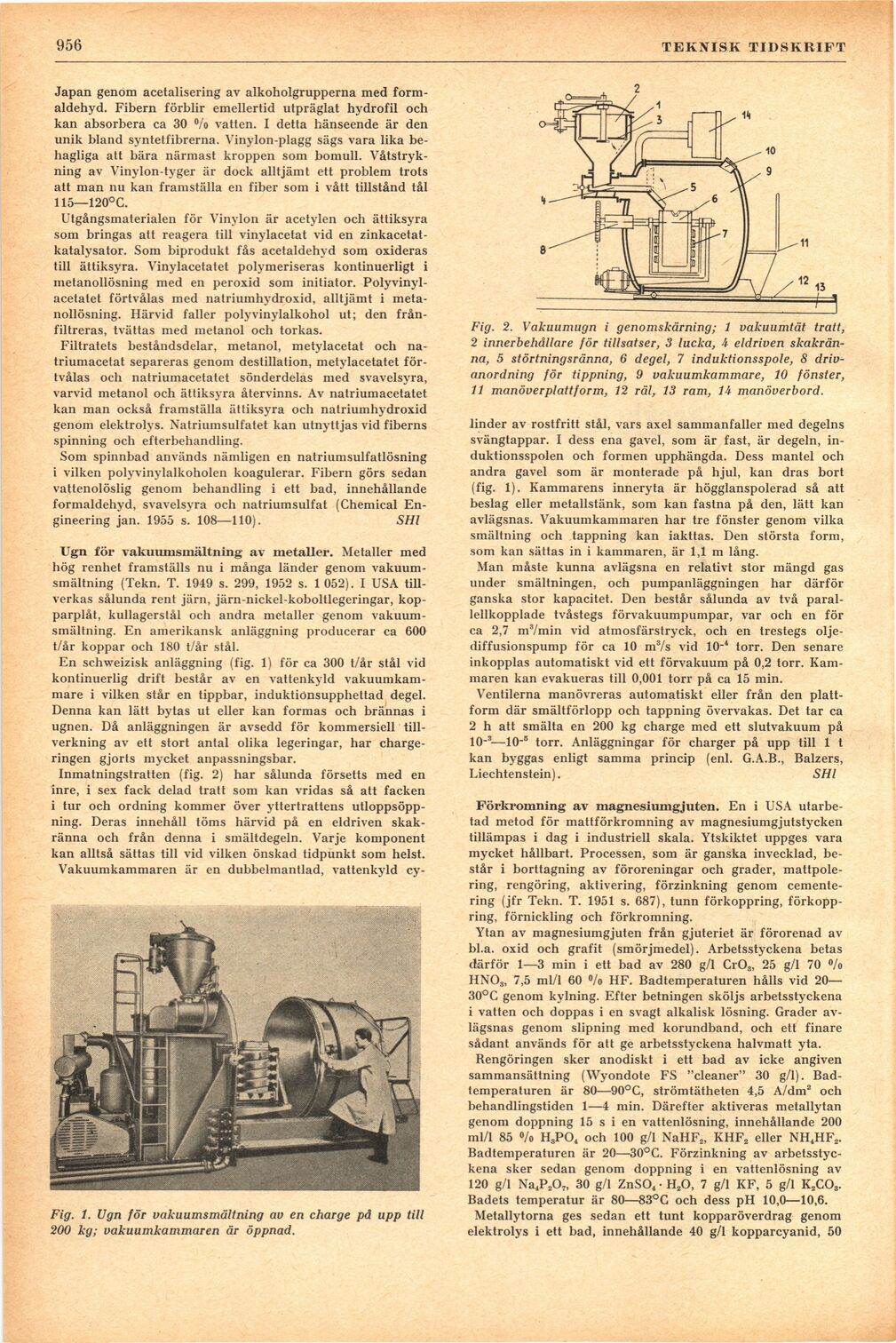
Fig. 2. Vakuumugn i genomskärning; 1 vakuumtät tratt,
2 innerbehållare för tillsatser, 3 lucka, 4 eldriven
skakränna, 5 störtningsränna, 6 degel, 7 induktionsspole, 8
drivanordning för tippning, 9 vakuumkammare, 10 fönster,
11 manöver platt form, 12 räl, 13 ram, 14 manöverbord.
linder av rostfritt stål, vars axel sammanfaller med degelns
svängtappar. I dess ena gavel, som är fast, är degeln,
induktionsspolen och formen upphängda. Dess mantel och
andra gavel som är monterade på hjul, kan dras bort
(fig. 1). Kammarens inneryta är högglanspolerad så att
beslag eller metallstänk, som kan fastna på den, lätt kan
avlägsnas. Vakuumkammaren har tre fönster genom vilka
smältning och tappning kan iakttas. Den största form,
som kan sättas in i kammaren, är 1,1 m lång.
Man måste kunna avlägsna en relativt stor mängd gas
under smältningen, och pumpanläggningen har därför
ganska stor kapacitet. Den består sålunda av två
parallellkopplade tvåstegs förvakuumpumpar, var och en för
ca 2,7 m3/min vid atmosfärstryck, och en trestegs
olje-diffusionspump för ca 10 m3/s vid 10"4 torr. Den senare
inkopplas automatiskt vid ett förvakuum på 0,2 torr.
Kammaren kan evakueras till 0,001 torr på ca 15 min.
Ventilerna manövreras automatiskt eller från den
plattform där smältförlopp och tappning övervakas. Det tar ca
2 h att smälta en 200 kg charge med ett slutvakuum på
10-3—10-5 torr. Anläggningar för charger på upp till 1 t
kan byggas enligt samma princip (enl. G.A.B., Balzers,
Liechtenstein). SHl
Förkromning av magnesiumgjuten. En i USA
utarbetad metod för mattförkromning av magnesiumgjutstycken
tillämpas i dag i industriell skala. Ytskiktet uppges vara
mycket hållbart. Processen, som är ganska invecklad,
består i borttagning av föroreningar och grader,
mattpole-ring, rengöring, aktivering, förzinkning genom
cementering (jfr Tekn. T. 1951 s. 687), tunn förkoppring,
förkoppring, förnickling och förkromning.
Ytan av magnesiumgjuten från gjuteriet är förorenad av
bl.a. oxid och grafit (smörjmedel). Arbetsstyckena betas
därför 1—3 min i ett bad av 280 g/1 Cr03, 25 g/1 70 °/o
HNOs, 7,5 ml/1 60 °/o HF. Badtemperaturen hålls vid 20—
30°C genom kylning. Efter betningen sköljs arbetsstyckena
i vatten och doppas i en svagt alkalisk lösning. Grader
avlägsnas genom slipning med korundband, och ett finare
sådant används för att ge arbetsstyckena halvmatt yta.
Rengöringen sker anodiskt i ett bad av icke angiven
sammansättning (Wyondote FS "cleaner" 30 g/1).
Badtemperaturen är 80—90°C, strömtätheten 4,5 A/dm2 och
behandlingstiden 1—4 min. Därefter aktiveras metallytan
genom doppning 15 s i en vattenlösning, innehållande 200
ml/1 85 °/o H3P04 och 100 g/1 NaHF2, KHF2 eller NH4HF2.
Badtemperaturen är 20—30°C. Förzinkning av
arbetsstyckena sker sedan genom doppning i en vattenlösning av
120 g/1 Na4P20T, 30 g/1 ZnS04 • H20, 7 g/1 KF, 5 g/1 K2C03.
Badets temperatur är 80—83°C och dess pH 10,0—10,6.
Metallytorna ges sedan ett tunt kopparöverdrag genom
elektrolys i ett bad, innehållande 40 g/1 kopparcyanid, 50
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}